КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение типа производства. При проектировании технологических процессов на начальном этапе тип производства определяют ориентировочно
|
|
|
|
При проектировании технологических процессов на начальном этапе тип производства определяют ориентировочно.
Различают три типа производства:
– единичное
– серийное
– массовое
Основными данными являются масса и годовой объем выпуска. При годовом выпуске N = 1200 шт. и массе узла m = 0,270 кг выбираю тип производства – среднесерийное.
Важной характеристикой производства узлов является производственная серия, т.к. правильность выбора производственной серии является решающим критерием производительности обработки. Для узлов определяются: квартальное, месячное и суточное задания.
Определение квартального, месячного и суточного задания

где nк – размер квартального задания, шт;
Nс – годовой объем выпуска изделий (сборочных едениц), шт;
 nк =
nк =  = 300
= 300

где nм – размер месечного задания, шт;
 Nс – годовой объем выпуска изделий (сборочных едениц), шт;
Nс – годовой объем выпуска изделий (сборочных едениц), шт;
nм =  = 100
= 100

где n1 – размер суточного задания, шт;
Nс – годовой объем выпуска изделий (сборочных едениц), шт;
nс =  = 4,8
= 4,8
Принимаем nк = 300 шт., nм = 100 шт., nс = 5 шт.
Окончательно тип производства для узла определяем как среднесерийный.
При годовом выпуске N = 1200 шт. и массе детали m = 0,1 кг выбираю тип производства – среднесерийное.
n = 
где n – операционная партия, шт;
N – годовой объем выпуска, шт;
F – число рабочих дней в году;
 – число дней запаса.
– число дней запаса.
n =  = 58,06
= 58,06
Принимаем n = 58 шт.
Окончательно тип производства для детали определяем как среднесерийный.
 1.4 Выбор методов достижения требуемой точности машины
1.4 Выбор методов достижения требуемой точности машины
Исходным звеном является требование «допуск соосности всех деталей относительно главной оси на длине 22,1 мм не более 0,1 мм». Исходное звено является и замыкающим звеном в размерной цепи. Допуск замыкающего звена равен сумме составляющих звеньев.
|
|
|
Расчет произведем для двух методов обеспечения точности сборки:
1) Полной взаимозаменяемости
2) Неполной взаимозаменяемости
Для чего составим размерную цепь обеспечения соосности всех деталей на главной оси.
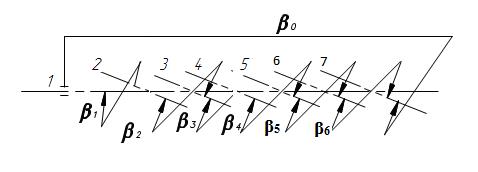
Рисунок 1.3 – Размерная цепь
где 1 – основная ось качалки;
2 – ось отверстия качалки под подшипник с низу;
3 – ось наружной поверхности подшипника с низу(12);
4 – ось внутренней поверхности подшипника с низу (12);
5 – ось отверстия качалки под подшипник с верху;
6 – ось наружной поверхности подшипника с верху(12)
7 – ось внутренней поверхности подшипника с верху(12);
β0 – допуск соосности всех деталей главной оси не более 0,1 мм на длине 22,2 мм;
β1 – взаимное расположение основной оси качалки и отверстия под подшипник с низу.
β2 – взаимное расположение основной оси качалки и оси наружной поверхности подшипника с низу.
β3 – взаимное расположение основной оси качалки и оси внутреней поверхности подшипника с низу.
β4 – взаимное расположение основной оси качалки и отверстия под подшипник с верху.
β5 – взаимное расположение основной оси качалки и оси наружной поверхности подшипника с верху.
β6 – взаимное расположение основной оси качалки и оси внутреней поверхности подшипника с верху.
Решение допуска на звенья размерной цепи β.
Допуск Тβ0 = 0,1 мм. Расчет допусков проведём по средним значениям, а потом скорректируем их в зависимости от точности и размера звена.
Используется формула по расчёту Тср при полной взаимозаменяемости:
где Тβiср – среднее значение допуска на i –е звено;
Тβ0 – допуск замыкающего звена;
m – количество звеньев.
Средний допуск на размер Tβiср=0,017 мм
 Используется формула по расчёту Тср при неполной взаимозаменяемости:
Используется формула по расчёту Тср при неполной взаимозаменяемости:
где Тβiср - среднее значение допуска на i –е звено;
|
|
|
Тβ0 - допуск замыкающего звена;
m - количество звеньев.
Средний допуск на размер Tβiср=0,034 мм
Исходя из полученных данных, для достижения требуемой точности качалки выбираем метод полной взаимозаменяемости.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 303; Нарушение авторских прав?; Мы поможем в написании вашей работы!