КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Влияние технологической системы на точность и производительность механической обработки
Технологическая система (ТС) «станок – приспособление – заготовка – ре-жущий инструмент» представляет собой упругую систему, деформации кото-рой в процессе обработки заготовки обуславливают возникновение система-тических и случайных погрешностей размеров и геометрической формы обра-батываемых поверхностей. ТС является замкнутой динамической системой, способной к возбуждению и вибрации отдельных элементов, порождающих погрешности формы обрабатываемых поверхностей (некруглость, неплоскост-ность, волнистость) и, как правило, увеличивающих их шероховатость.
2.2.1. Влияние жесткости технологической системы на погрешность обработки поверхности заготовки.
Рассмотрим схему упругой деформации (отжатия) элементов ТС при, напри-
мер, токарной обработке заготовки (вала) в центре станка (рис.2.6)
Вначале обработки (у задней бабки) радиальная составляющая Ру силы реза-ния через заготовку передается на заднюю бабку, сдвигая ее элементы по оси У (максимально). Сдвиг передней бабки при этом» 0, деформация заготовки отсутствует. На режущий инструмент действует радиальная сила резания Ру, вызывая сдвиг резца на величину Уин по оси - У (вместе с суппортом). При дальнейшем перемещении резца влево сдвиг задней бабки уменьшается, а сдвиг
элементов передней бабки увеличивается. Возрастает и деформация (прогиб) заготовки. Сдвиг резца по всей длине обработки одинаков. У левого края обра-
ботки сдвиг элементов передней бабки максимален, деформация заготовки и сдвиг задней бабки» 0.
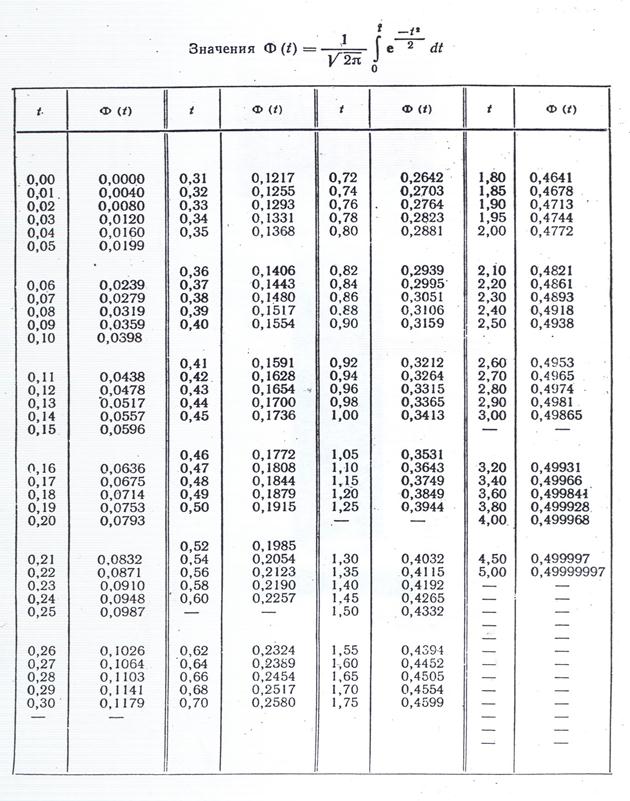
2.2.Значения функции Лапласа
|
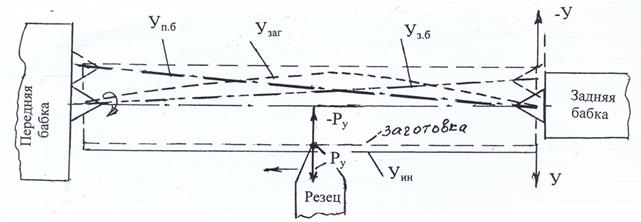
Рис.2.6.Схема упругой деформации (смещения) задней бабки (Уз.б.), передней
бабки (Уп.б), обрабатываемой заготовки (Узаг) и резца (Уин) при срезании
припуска по всей длине заготовки на токарном станке
Фактический диаметр обработки заготовки будет на длине обработки не одинаков, т.е. переменный по причине неодинакового сдвига передней и задней бабок и изгиба заготовки – максимальный диаметр обработки будет» в середине длины обработки и равен удвоенной величине упругих отжатий (сдвига) всех элементов ТС, т.е.:
øфакт = øнастр + 2(Уз.б.i + Уп.б.i + Уан.i + У заг.i), (2.19)
где øнастр - диаметр настройки станка на размер обработки;
Уз.б.i - сдвиг элементов задней бабки в сечении обработки i;
Уп.б.i - сдвиг элементов передней бабки в сечении обработки i;
Уан.i - сдвиг инструмента в сечении обработки i;
Уан.i - сдвиг заготовки в сечении обработки i.
Упругие отжатия элементов ТС зависят от действующей в направлении деформаций силы (Ру) и жесткости элементов ТС.
Под жесткостью ТС понимают способность ТС оказывать сопротивление действию деформирующих ее сил.
В расчетах упругих деформаций ТС часто используется параметр - коэф-фициент жесткости kж (н/мм), характеризующий отношение величины дефор-мирующей ТС силы, действующей перпендикулярно деформируемой поверх-
ности, к величине деформации:
kж = Ру / у = Ру / у, (2.20)
где Ру и у - приращение смещения сечения деформируемого элемента
пропорционально нормальной силе.
Чем выше жесткость ТС или какого-либо из его элементов (станка, заго-товки, приспособления или инструмента), тем выше точность обработки. Однако высокая жесткость ТС весьма дорогостояща.
Металлорежущие станки изготавливают различной жесткости:
1. Низкой (kж < 10000 Н/мм).
2. Средней (kж = 10000…25000 Н/мм).
3. Высокой (kж = 25000…50000 Н/мм).
Следует отметить, что при средней и высокой жесткости элементов станка определяющей чаще всего является жесткость обрабатываемой заготовки (нап-ример, длинный и тонкий вал или ось) и схема ее установки в приспособление станка.
Так, например, при установке заготовки (вала) в центрах наибольший прогиб вала (в середине между центрами)
Узаг = Ру· ℓ3 /(48·E·J), (2.21)
где Ру – радиальная составляющая силы резания, Н;
ℓ = длина заготовки, мм;
Е = 2,1·105 Н/мм2 – модуль упругости 2го рода стального вала;
J = π·D4 / 64 - момент инерции сечения вала, мм4;
Пусть Ру = 300 Н; ℓ = 200мм; D = 20-0,02мм; Е = 2,1·105 Н/мм2;
Подставив исходные данные в формулу (3),найдем прогиб вала в середине:
Узаг = 300·2003 / (48 ·2,1·105·3,14 ·204/64)=0,03мм.
Минимальный диаметр в середине длины заготовки при этом составит:
Dc = D +2· Узаг =19,98+2·0,03=20,04 мм >> Dмах = 20мм.
|
|
Дата добавления: 2014-11-29; Просмотров: 2016; Нарушение авторских прав?; Мы поможем в написании вашей работы!