КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Минимальная глубина резания на 1м проходе
t 1mин = (Dз – D1) / 2 = (23,5-20,5) / 2=1,5 мм.
Подставив исходные данные в формулы (2.21) и (2.22), получим:
Руmax = t 1max · 300=1,95·300=585 H;
Руmin = t 1min · 300=1, 5·300=450 H;
У1max =585·2003 / (48·2,1·105·204 / 64)= 0,059 мм;
У1min =450·2003 / (48·2,1·105·204 / 64)= 0,046 мм.
Максимальная глубина резания на 2м проходе
t 2max = (D1 + 2 ·У1max – Do) / 2 = (20,5+2·0,059 – 20) / 2=0,31 мм.
Минимальная глубина резания на 2м проходе
t2min = (D1 – 2· У1min - Do) / 2 = (20,5+2·0,046 – 20) / 2=0,20 мм.
Подставив исходные данные в формулу (2.21) и (2.22), получим:
Руmax = t 2max · 300=0,31·300=93 H;
Руmin = t 2min · 300=0, 2·300=60 H;
У2max =93·2003 / (48·2,1·105·204 / 64)= 0,0094 мм
У2min =60·2003 / (48·2,1·105·204 / 64)= 0,0061 мм.
Максимальный диаметр обработки в сечении
Do мах = Do + 2 y2max = 20 + 2·0,0094 = 20,019 мм.
Минимальный диаметр обработки в сечении
Do мин = Do + 2 y2min = 20 + 2·0,0061=20,012 мм


 Погрешность формы (нецилиндричность) сечения
Погрешность формы (нецилиндричность) сечения
факт= Do мах - Do мин =20,019-20,012=0,007 мм,
что соответствует требованиям чертежа.
Мы рассмотрели, что жесткость элементов технологической системы ока-зывает огромное влияние на погрешность размеров и формы обрабатываемых поверхностей заготовки – чем выше жесткость ТС, тем большая стабильность точности обработанных поверхностей.
Чтобы повысить жесткость ТС необходимо:
1.При проектировании технологических процессов механической обработки следует выбирать металлорежущие станки высокой жесткости. Если это не-возможно, то предусматривать многопроходную обработку поверхностей заготовки.
2.Предусматривать установку и закрепление заготовки в приспособлениях по
наибольшим размерам базовых поверхностей, с минимальным «вылетом»
заготовки от установочных и крепежных элементов приспособлений.
3.Соблюдать правила эксплуатации металлорежущих станков, ухода за ними
и своевременный ремонт.
2.2.2. Вибрации технологической системы
При механической обработке заготовок на элементы ТС действуют переменные по величине силы резания, внешние толчки и сотрясения от работающего технологического оборудования, силы от неуравновешенности вращающихся деталей станка, приспособления, заготовок, инструмента, что вызывает колебания элементов ТС с определенной частотой и амплитудой и, как следствие, порождает погрешности геометрической формы, волнистости и ухудшение параметра шероховатости обрабатываемых поверхностей.
|
Любая технологическая система обладает собственной (или свободной) частотой и амплитудой колебания элементов упругой системы, вызванными внешними причинами.
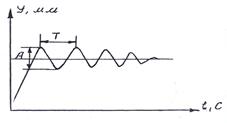
Собственные колебания элементов ТС являются затухающими (рис.2.8.)
Любое колебание элементов ТС харак-
теризуется частотой f (Гц) линейных
или круговых w колебаний (рад/сек).
Когда на ТС действуют внешние пери- Рис.2.8. График затухающих собст-
одически возбуждающие силы, то в венных колебаний ТС, вызванных на-
системе возникают вынужденные ко- чалом резания поверхности заготовки
лебания. Интенсивность вынужденных колебаний (их амплитуда А) в ТС зависит от соотношения частот вынужденных и собственных колебаний ТС,
А = fвын / fсоб. Когда частоты вынужденных и собственных колебаний ТС совпадают, то наступает явление резонанса, при котором амплитуда вынужден-ных колебаний Авын особенно велика, что может вызвать перемещение отдель-ных элементов или деталей ТС и, конечном счете, ускорение износа или полом-
ку, например, режущего инструмента, резкое ухудшение шероховатости обработки, волнистости поверхности и др. неприятности.
Частота колебаний ТС при механической обработке заготовок зависит от ряда причин: жесткости элементов ТС, массы и толщины срезаемого припуска, геометрии режущего инструмента, свойств обрабатываемого материала заготовки.
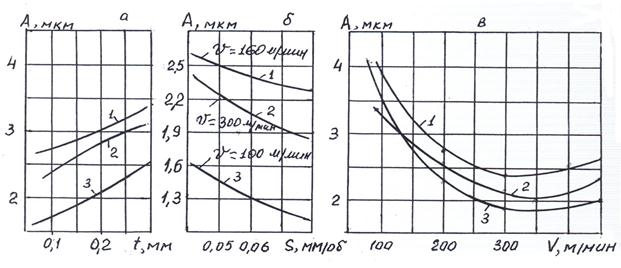
Амплитуда колебаний элементов ТС зависит от податливости элементов ТС, близости частот вынуждающей силы и собственной частоты колебаний элементов ТС, свойств обрабатываемого материала, условий резания (скорости резания, подачи, глубины резания, жесткости режущего инструмента) и др. факторов (рис.2.9).
Вибрации элементов ТС, возникающие при механической обработке заго-товок, определенной амплитуды и частоты могут оказывать большое негатив-ное влияние на точность обработки, стойкость режущего инструмента (т.е. период непрерывной работы с сохранением его эксплуатационных свойств, выраженных через сохранение первоначального размера обработки, параметра шероховатости и др.), волнистость поверхности (т.е. отношение шага микронеровностей к их высоте).
Так, при возникновении колебаний режущего инструмента его стойкость может снизиться пропорционально квадрату амплитуды колебаний, на заготов-ке может возникнуть овальность (не цилиндричность) и огранка (т.е. при токар-ной обработке образуется граненная поверхность), образуется недопустимая волнистость и ухудшается шероховатость обработанной поверхности.
Основные пути снижения недопустимой вибрации элементов ТС:
– увеличение жесткости элементов ТС;
– применение режущих инструментов с виброгасящими элементами;
– применение режущих инструментов с соответствующей геометрией (уве-
личение поперечного сечения державки, увеличение заднего и переднего
угла, уменьшение радиуса вершины, уменьшение радиуса закругления
главной режущей кромки, увеличение главного и вспомогательного угла в
плане);
– уменьшение глубины резания, увеличение подачи, определенное увеличе-
ние скорости резания;
– снижение дисбаланса (неуравновешенности) вращающихся заготовок и ре-
жущего инструмента;
– применение смазочно-охлаждающих жидкостей при обработке заготовок.
Вышеуказанные пути снижения недопустимой вибрации можно исполь-зовать каждый в отдельности или в совокупности друг с другом.
|
Рис.2.9.Влияние режимов чистового растачивания втулок на амплитуду колеба-ний: а-от глубины резания (Сталь20Х13: 1 – V = 150 м/мин; 2 – V = 120 м/мин;
3 – V = 100 м/мин); б – от подачи (сталь 20Х); в - от скорости резания (1-для
чугуна СЧ-12; 2-для стали 40Х; 3-для стали 20Х)
|
|
Дата добавления: 2014-11-29; Просмотров: 774; Нарушение авторских прав?; Мы поможем в написании вашей работы!