КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы установления норм затрат труда
|
|
|
|
Классификация затрат рабочего времени и времени использования оборудования
В уже упоминавшихся Основных методических положениях по нормированию труда рабочих в народном хозяйстве разработана единая классификация затрат рабочего времени. С помощью этой классификации изучают фактические затраты рабочего времени, сопоставляют и анализируют результаты наблюдений для выявления резервов роста производительности труда, определяют необходимые затраты времени по элементам трудового процесса и устанавливают равнонапряженные нормы на предприятиях различных отраслей. Построена классификация с использованием принципа дифференцированного деления затрат времени по категориям, причем установленные категории обеспечивают возможность:
- изучения состояния организации труда и использования рабочего
времени, наиболее полного выявления потерь рабочего времени с
определением их причин;
- выявления степени необходимости и целесообразности отдельных
затрат времени при выполнении заданной работы, нерациональных затрат
рабочего времени и их причин;
- полного изучения и анализа времени использования оборудования
во взаимной связи с рабочим временем исполнителя;
- установления затрат труда на выполнение заданной работы и
составляющих ее элементов.
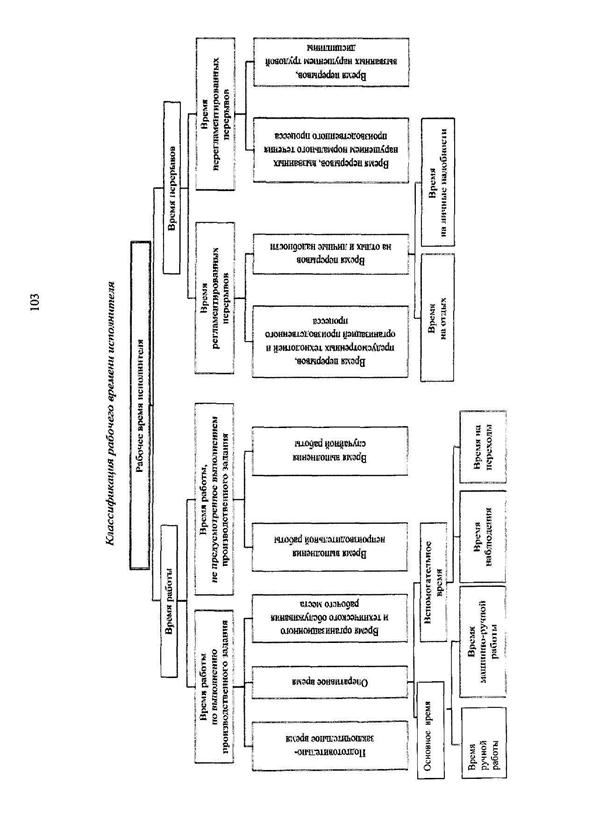
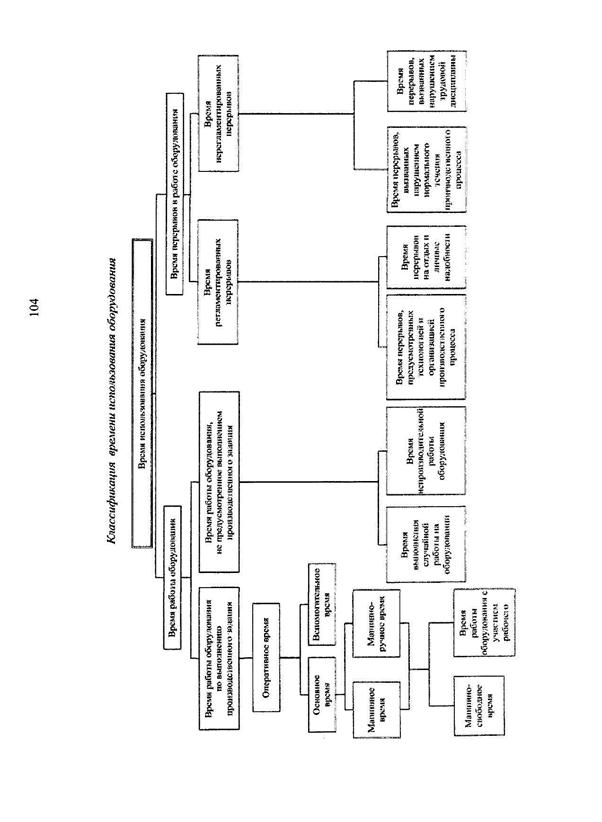
Поскольку нормирование труда должно сопровождаться совершенствованием технологических процессов и организации труда на рабочем месте в сочетании с наиболее полным и экономичным использованием оборудования, единую классификацию подразделяют на две: на классификацию рабочего времени исполнителя и классификацию времени использования оборудования (см. стр. 103 и 104).
|
|
|
|
|
Рабочим временем исполнителя называется период, в течение которого работники на предприятиях или в учреждениях обязаны выполнять порученную им работу. Продолжительность рабочего времени (дня, смены) устанавливается законодательством и на предприятиях не подлежит изменениям; время обеденных перерывов не включается в продолжительность рабочего дня (смены).
Временем использования оборудования называется то время, в течение которого это оборудование должно находиться в действии.
И рабочее время исполнителя, и время использования оборудования подразделяются на время работы и время перерывов.
Далее, время работы подразделяется на две группы: время работы по выполнению производственного задания и время работы, не предусмотренное выполнением производственного задания.
Время работы по выполнению производственного задания — это период времени, который затрачивается рабочим на подготовку и на непосредственное выполнение полученного задания. Для оборудования это время, в течение которого оно находится в рабочем состоянии независимо от того, совершается ли при этом процесс выработки (обработки) продукции или же производятся действия, необходимые для выполнения этой работы.
Ко времени работы, не предусмотренному выполнением производственного задания, относят время выполнения случайной работы и время непроизводительной работы.
Говоря о времени выполнения случайной работы, имеют в виду производительные затраты времени на выполнение работ, не предусмотренных производственным заданием, но вызванных производственной необходимостью (разработка брака на ткацком станке, перематывание бракованных бобин на мотальных машинах и т. д.).
Ко времени непроизводительной работы относят затраты времени на выполнение работы, не дающей прироста продукции или улучшения ее
|
|
|
качества (устранение самоостановов оборудования, вызванных неудовлетворительным его техническим состоянием, производство бракованной продукции и т. д.).
Время по выполнению исполнителем производственного задания расчленяется на подготовительно-заключительное, оперативное и время обслуживания рабочего места. Время работы оборудования по выполнению производственного задания является оперативным временем.
К подготовительно-заключительному относится время, которое рабочий (или бригада рабочих) затрачивает на подготовку к выполнению соответствующей работы и на действия, связанные с ее окончанием. Это получение задания на работу и технологической документации, ознакомление с ними, инструктаж о порядке выполнения работы, наладка оборудования, снятие приспособлений, сдача технологической документации после выполнения задания и пр. Особенностью подготовительно-заключительного времени является то, что по величине оно не зависит от объема работы, выполняемой по данному заданию. Естественно, когда длительное время выполняется одна и та же работа, как это имеет место при массовом производстве в текстильной промышленности, подготовительно-заключительное время, приходящееся на единицу продукции, становится незначительным по величине; поэтому при установлении норм оно обычно не учитывается или учитывается в других категориях затрат (например, во времени обслуживания рабочего места).
Оперативным называется время, затрачиваемое на изменение формы, размеров, свойств или положения в пространстве предмета труда и на выполнение вспомогательных действий, необходимых для этого изменения. Оно подразделяется на основное и вспомогательное.
В течение основного времени осуществляется качественное или количественное изменение предмета труда: его размеров, свойств, состава, цвета, формы или положения в пространстве; здесь мы фактически имеем
дело со временем наработки (обработки) пряжи, ткани, трикотажного полотна (изделия), со временем на образование швов, на пробирание (привязывание) нитей основы и т. п.
Вспомогательным (технологическим) называется время, затрачиваемое на действия, обеспечивающие выполнение основной работы. Это время на питание машин и аппаратов сырьем и полуфабрикатами, выгрузку и съем готовой продукции, перемещение полуфабрикатов, продукции (изделий) и их деталей в процессе их изготовления в пределах рабочей зоны, время на контроль за качеством изготовляемой продукции, на производимые рабочими передвижения (переходы), необходимые для выполнения операций, на действия по управлению оборудованием и т. д.
|
|
|
Для рабочих текстильного производства, обслуживающих технологическое оборудование (прядильщиц, ткачей, вязальщиц и др.), основным является время, затрачиваемое на действия, связанные с поддержанием технологического процесса; указанное время по классификации времени использования оборудования относят к вспомогательному.
Временем организационного и технического обслуживания рабочего места называется время, которое рабочий затрачивает на уход за рабочим местом и для поддержания его в состоянии, обеспечивающем производительную работу (затраты времени на мелкий ремонт, профилактический осмотр, чистку, смазку и обмахивание оборудования, прием и сдачу смены, обеспечение рабочего места сырьем, материалами и т. п.).
В зависимости от характера участия рабочего в выполнении производственных операций оперативное время может быть также разделено на следующие виды: время ручной работы, время машинно-ручной работы, машинное (или аппаратурное) время, время наблюдения за
работой оборудования и время на переходы, необходимые для выполнения работы.
Временем ручной работы называется период выполнения работы без применения машин или механизмов.
Временем машинно-ручной (в том числе ручной механизированной) работы называется период, в течение которого работа выполняется машинами при непосредственном участии рабочего или рабочим с помощью ручных механизмов.
К машинному (или аппаратурному) относится время автоматической работы оборудования, когда рабочий выполняет лишь функции наблюдения или регулирования.
В механизированном и автоматизированном производстве значительный удельный вес занимает время наблюдения за работой машины или аппарата. Оно может быть активным и пассивным.
|
|
|
Временем активного наблюдения за работой оборудования называется период времени, в течение которого рабочий следит за работой машины, ходом технологического процесса, за соблюдением заданных параметров (температуры, давления и т. д.), чтобы обеспечить нужное качество продукции и исправность оборудования. В течение этого времени рабочий не выполняет физической работы, но присутствие его на рабочем месте необходимо.
Временем пассивного наблюдения называется период времени, когда не нужно постоянное наблюдение за работой оборудования или технологическим процессом, но рабочий осуществляет его ввиду отсутствия работы. Это время совпадает с временем автоматического действия машины (при обслуживании автоматических линий, аппаратов, при многостаночном обслуживании). Обоснованное устранение или частичное сокращение времени пассивного наблюдения является существенным резервом повышения производительности труда на машинах, при осуществлении автоматизированных и аппаратурных
процессов. Однако — и это важно подчеркнуть — в ряде случаев оно оказывается экономически целесообразным, поскольку способствует сокращению простоев оборудования в ожидании обслуживания, вызванных занятостью рабочего на других станках.
При анализе затрат рабочего времени по отношению ко времени использования обслуживаемого оборудования следует выделять перекрываемое и неперекрываемое время.
К перекрываемому относят время выполнения рабочим тех элементов основной и вспомогательной работы (включая переходы), обслуживания рабочего места, которые осуществляются в период автоматической (машинной, аппаратурной) работы данной единицы оборудования, а также время активного и пассивного наблюдения. Это, к примеру, время зарядки автомата смены шпуль на ткацких станках, чистки полотна ткачом, проверки качества чулочно-носочных изделий вязальщицей в течение машинного времени, съема наработанных бобин, чистки и других работ по уходу за пневмопрядильной машиной и т. п.
К неперекрываемому относят время выполнения вспомогательных работ и обслуживания рабочего места при остановленном (неработающем) оборудовании: время ликвидации обрывов нитей основы и утка на ткацком станке, ликвидации срыва на вязальных машинах, время загрузки суровой ткани в красильные аппараты прерывного действия и выгрузки ткани из последних, чистка и смазка оборудования и т. п.
Оперативное время работы оборудования целесообразно подразделять не только на машинное и машинно-ручное, но и на машинно (аппаратурно)-свободное и время работы оборудования с участием рабочего.
Машино (аппаратурно)-свободным называется время, в течение которого оборудование работает без непосредственного участия рабочего; для его определения из машинного времени вычитают вспомогательное перекрываемое время работы исполнителя и время активного наблюдения.
Время работы оборудования с участием рабочего — это оперативное время за вычетом машинно-свободного. Для рабочего же это время, определяемое как сумма перекрываемого и неперекрываемого вспомогательного времени и времени обслуживания оборудования.
В течение времени перерывов либо рабочий не принимает участия в работе, либо бездействует оборудование. Различают время регламентированных перерывов и время нерегламентированных перерывов.
В состав времени регламентированных перерывов входят время перерывов, предусмотренных технологией и организацией производственного процесса, и время на отдых и личные надобности рабочего.
Время перерывов, предусмотренных технологией и организацией производственного процесса, включает время перерывов, вызванных специфическими условиями протекания технологического процесса (перерывы из-за совпадения работ при многостаночном обслуживании, из-за ремонта оборудования по графику и т. п.), а также время перерывов, связанных с обслуживанием рабочего места и с подготовительно-заключительной работой исполнителя.
Время перерывов на отдых используется рабочим для отдыха в целях поддержания нормальной работоспособности и предупреждения утомления, а время перерывов на личные надобности затрачивается рабочим на личную гигиену (умывание, удаление пота, пыли с лица и рук и т. д.), а также на естественные надобности.
Время нерегламентированных (устранимых) перерывов включает время перерывов, вызванных нарушениями нормального течения производственного процесса, и перерывов, вызванных нарушением трудовой дисциплины.
Ко времени перерывов, вызванных нарушениями нормального течения производственного процесса, относится время перерывов в работе
Ill
по организационно-техническим причинам, которые являются следствием плохой организации труда и производства (например, из-за несвоевременной подачи сырья и материалов на рабочее место, неисправности оборудования, перебоев в подаче электроэнергии и т. п.).
Время перерывов, вызванных нарушением трудовой дисциплины, — это время опозданий на работу, самовольных отлучек с рабочего места, преждевременного ухода с работы, посторонних разговоров.
Устранение нерегламентированных перерывов — резерв улучшения использования рабочего времени и оборудования.
Затраты времени, необходимого для выполнения производственного задания — подготовительно-заключительного, оперативного (основного и вспомогательного), и времени обслуживания рабочего места, а также затраты времени на регламентированные перерывы относятся к нормируемым. Соответственно к ненормируемым затратам времени относятся потери времени по организационно-техническим причинам, из-за устранимых недостатков в организации труда или вследствие нарушения трудовой дисциплины, а также время непроизводительной и случайной работы оборудования. Ненормируемые затраты в состав нормы времени не включаются.
Аналитический метод нормирования труда основан на изучении и критическом анализе существующего порядка и приемов выполнения нормируемой работы, организации и условий труда на рабочем месте, его механизации и эффективности использования оборудования для выявления резервов сокращения затрат труда и увеличения его производительности.
После такого изучения и анализа разрабатывают рациональный порядок и организационно-технические условия выполнения работ,
научную организацию труда, способствующие росту производительности труда, и затем проектируют научно обоснованные нормы затрат труда.
Установление норм времени на трудовую операцию аналитическим методом осуществляется в следующем порядке:
- нормируемую операцию расчленяют на составляющие ее
элементы;
- по каждому элементу определяют факторы, оказывающие влияние
на время выполнения работы. При этом изучаются производственные
возможности выполнения каждого элемента и всей работы в целом с
минимальными затратами труда при эффективном использовании
оборудования;
- учитывают оптимальные возможности выполнения человеком
каждого элемента работы исходя из допустимых затрат его энергии (в
пределах 1,05 кДж/ч) и нервного напряжения;
проектируют рациональный состав операции и последовательность выполнения элементов. Устанавливают способы и приемы работ по каждому элементу операции и организационно-технические условия на рабочем месте (режим работы оборудования и самого исполнителя, соответствующую организацию труда);
разрабатывают организационно-технические мероприятия, обеспечивающие внедрение запроектированных режимов, приемов работы, организации и условий труда на рабочем месте; определяют продолжительность выполнения отдельных элементов и операции в целом.
Поскольку в текстильной промышленности на машинных процессах устанавливают норму производительности машины, станка, агрегата (а не норму на операцию) и норму выработки рабочего, анализу подвергают элементы работ по управлению и обслуживанию оборудования.
Если нельзя выделить одинаковые, регулярно повторяющиеся операции или комплексы операций (например, на вспомогательных
работах), исследованию и анализу для установления норм подвергают процесс выполнения одинаковых по содержанию групп работ и организационно-технических условий.
При анализе методов и приемов выполнения элементов операции разрабатываются меры, обеспечивающие:
• применение рациональных приемов и движений;
• замену утомительных приемов менее напряженными;
• совмещение времени выполнения ручных приемов со временем
машинной (аппаратурной) работы;
• использование опыта передовых рабочих по сокращению
времени выполнения элементов ручной работы;
• освобождение основного рабочего от выполнения некоторых
вспомогательных работ (подноска сырья, материалов, чистка,
смазка и обмахивание оборудования и т. п.);
• применение рациональных режимов работы оборудования.
При разработке перечисленных мер следует учитывать возможность их осуществления в зависимости от условий работы, а также их экономическую целесообразность.
Степень расчленения операций на элементы зависит от необходимой точности норм.
Текстильное производство, которое по своему характеру в основном массовое или крупносерийное, характеризуется узкой специализацией производства, дифференцированным разделением труда. Рабочий длительное время выполняет одну и ту же операцию, причем зачастую отличающуюся небольшой длительностью. В результате у него вырабатываются четкий ритм, производственный навык. Это создает большие возможности для внедрения наиболее рациональных приемов и совершенствования организации работы по выполнению каждого в отдельности элемента операции.
Из сказанного следует, что расчленение трудовой операции в текстильном производстве должно осуществляться более дифференцированно — на рабочие приемы, их комплексы и даже отдельные движения.
Надо также учитывать, что незначительные, казалось бы, неточности, допускаемые при определении величины норм, могут привести к большим расхождениям между нормируемыми и фактическими затратами труда за определенный календарный период времени. В связи с этим в текстильном производстве необходимо добиваться большей точности норм по сравнению с другими производствами.
Аналитический метод нормирования труда предусматривает выборочный характер нормативных исследований; особое внимание при этом должно быть уделено выбору объектов исследований, который нужно проводить с таким расчетом, чтобы результаты исследований дали возможность обеспечить высокое качество норм и нормативов.
Различают по способу определения затрат времени два варианта аналитического метода:
1. Аналитически-исследовательский (экспериментальный) и
2. Аналитически-расчетный.
При аналитически-исследовательском методе затраты времени на каждый элемент операции и на операцию в целом определяются измерением затрат времени путем наблюдений непосредственно на рабочих местах.
При аналитически-расчетном методе эти же затраты времени находят по заранее установленным, технически обоснованным нормативам времени или путем расчета с помощью нормативов рабочих режимов оборудования, а также по формулам зависимости времени от факторов, характеризующих объем выполняемых работ при определенных организационно-технических условиях.
В период освоения нового технологического процесса, когда у рабочих отсутствуют опыт и навыки в выполнении нормируемых работ, аналитически-расчетным методом устанавливают технически обоснованные нормы с поправочными коэффициентами, действующими в период освоения. По мере освоения процесса их величина должна изменяться. Такие же коэффициенты предусматриваются в период освоения новых видов производства и новой продукции. В этом случае, кроме отсутствия навыков у рабочих, следует принимать во внимание и недостатки в организационно-технических условиях во время освоения.
Методы нормирования труда не зависят от формы оплаты последнего. Они одинаковы как для работ, оплачиваемых сдельно, так и для повременных работ. Отличия могут быть только в способах установления технически обоснованных норм в зависимости от характера и содержания работы. На работах, имеющих нестабильный характер, нормирование осуществляется по укрупненным измерителям, выражающим объемы работ, и аналитическим методом (под нестабильными в данном случае понимаются работы, которые трудно разделить на отдельные периодически повторяющиеся операции, например некоторые вспомогательные работы типа транспортных и погрузочно-разгрузочных, ремонтных и др.).
Большое значение при нормировании труда имеет установление
упоминавшихся выше норм равной напряженности, которое может быть
достигнуто применением расчетно-аналитического метода,
использованием нормативов, разработанных в централизованном порядке, в том числе и на основе микроэлементных систем.
Кроме норм, установленных с помощью аналитического метода нормирования, иногда в практике работы предприятий до сих пор применяются опытно-статистические нормы. Их определяют исходя из опыта нормировщика и систематизированных данных о фактических затратах времени на аналогичные операции за прошлый период, причем
без поэлементного их анализа, без проектирования режимов работы, приемов и рациональной организации труда. В этом случае не выявляются резервы роста производительности труда, не разрабатываются мероприятия по совершенствованию организационно-технических условий труда на данном рабочем месте.
Ясно, что опытно-статистические нормы не могут способствовать дальнейшему прогрессу производства; их применение недопустимо.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 851; Нарушение авторских прав?; Мы поможем в написании вашей работы!