КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Установление норм на ручные, машинно-ручные и машинные работы
|
|
|
|
Нормы времени исполнителя на ручные, машинно-ручные и машинные работы состоят из следующих категорий затрат рабочего времени*, мин:

где  — основное время;
— основное время;  — вспомогательное время;
— вспомогательное время;  — время обслуживания рабочего места;
— время обслуживания рабочего места;  — подготовительно-заключительное
— подготовительно-заключительное
время;  — время перерывов на отдых;
— время перерывов на отдых;  — время перерывов на
— время перерывов на
личные надобности;  — время неустранимых перерывов,
— время неустранимых перерывов,
предусмотренных технологией и организацией производственного процесса.
Поскольку в массовом производстве текстильной промышленности подготовительно-заключительное время, приходящееся на единицу продукции, незначительно по величине, оно обычно учитывается во времени обслуживания рабочего места.
Затраты времени, определяемые на каждую единицу продукции, составляют норму штучного времени
 * Здесь и далее каждая структурная часть рабочего времени, относящаяся к рабочему дню (смене), обозначается через Т, а относящаяся к единице продукции — через t.
* Здесь и далее каждая структурная часть рабочего времени, относящаяся к рабочему дню (смене), обозначается через Т, а относящаяся к единице продукции — через t.

Если мы имеем дело с ручными работами, то  если с
если с
машинно-ручными, то  а если с машинными, то
а если с машинными, то 
При нормировании машинных работ вспомогательное (технологическое) время делят на неперекрываемое  связанное с
связанное с
перерывами в работе машин, и перекрываемое  не связанное с
не связанное с
простоями оборудования:  И то, и другое время включают
И то, и другое время включают
обычно в группу «а».
При многостаночном обслуживании время неустранимых перерывов, предусмотренных технологией и организацией производства, представляет собой совпадающие простои 
Время обслуживания рабочего места, на отдых и личные надобности (группа «б») нормируется, как правило, на время смены:
Тогда штучное время при машинных процессах

где  — норма производительности оборудования.
— норма производительности оборудования.
|
|
|
Норма непроизводительности машины за рабочую смену может быть определена как отношение времени смены к норме штучного времени:
После подстановки значения t шт имеем:
|

|
или
Аналогично определяется норма выработки на ручных работах:
Перерывы из-за совпадения времени занятости рабочего на других машинах с окончанием машинной работы на данной машине при многостаночном (многомашинном) обслуживании могут учитываться с помощью коэффициента совпадений 
|
Тогда
С другой стороны, норма производительности машины

|
где  — часовая теоретическая производительность машины в единицах продукции, которая определяется исходя из установленных рациональных режимов работы машины с учетом ее конструкционных особенностей; Кпв — коэффициент полезного времени машины.
— часовая теоретическая производительность машины в единицах продукции, которая определяется исходя из установленных рациональных режимов работы машины с учетом ее конструкционных особенностей; Кпв — коэффициент полезного времени машины.
Теоретическая производительность машины — это количество единиц продукции, которое машина могла бы выработать (обработать) при непрерывной машинной работе в единицу времени, т. е. если бы не было никаких перерывов в технологическом процессе:
 (2)
(2)
По сути дела, теоретическая производительность представляет собой скорость выпуска продукции машиной, выраженную в удобных для конкретных целей единицах. Не случайно именно показатель скоростного режима работы машины служит исходной величиной для расчета теоретической производительности.
Формула для расчета теоретической производительности (в час) в общем виде имеет вид
где  — скорость выпуска продукции машиной (в минуту);
— скорость выпуска продукции машиной (в минуту);  — переводной коэффициент скорости; m — число параллельно изготовляемых (обрабатываемых) изделий, например число веретен, число полотен.
— переводной коэффициент скорости; m — число параллельно изготовляемых (обрабатываемых) изделий, например число веретен, число полотен.
Переводной коэффициент скорости показывает, скольким единицам продукции соответствует одна единица, принятая для измерения скорости данной машины (предположим, сколько килограммов чесальной ленты вырабатывается за один оборот съемного барабана, сколько граммов пряжи за один оборот веретена, сколько метров суровой ткани на ткацком станке за один оборот главного вала станка и т. д.).
|
|
|
Теперь подставим значения  и
и  из формул (1) и (2) в
из формул (1) и (2) в
выражение
 (3) Получаем:
(3) Получаем:


Тогда Кпв=КаКб
где  — коэффициент, показывающий долю машинного времени
— коэффициент, показывающий долю машинного времени
наработки продукции в оперативном времени и учитывающий перерывы, которые связаны с поддержанием технологического процесса;  — коэффициент, показывающий долю располагаемого времени (без времени на отдых и личные надобности) во времени смены и учитывающий перерывы, которые связаны с уходом за оборудованием.
— коэффициент, показывающий долю располагаемого времени (без времени на отдых и личные надобности) во времени смены и учитывающий перерывы, которые связаны с уходом за оборудованием.
При использовании некоторых видов оборудования следует в формулу (3) включать коэффициент  с помощью которого учитывается неполное использование машин (веретен):
с помощью которого учитывается неполное использование машин (веретен):
Поясним: коэффициент  учитывает потери времени при
учитывает потери времени при
выработке из-за ненаматывания отдельных веретен на прядильных и крутильных машинах (он может также учитывать потери времени из-за срывов в трикотажном производстве). Поэтому при расчете производительности прядильных и крутильных машин коэффициент  обычно вводят в состав коэффициента
обычно вводят в состав коэффициента 
Для остальных машин в текстильном производстве  Определяют коэффициент
Определяют коэффициент  по формуле
по формуле
где  — потери из-за неполного использования машины или отдельных веретен, %.
— потери из-за неполного использования машины или отдельных веретен, %.
При расчете норм затраты времени на выполнение отдельных элементов ручных работ находят по нормативам времени в зависимости от факторов, влияющих на трудоемкость и характеризующих объем работ. По нормативам устанавливаются и время обслуживания рабочего места, время на отдых и личные надобности.
Если норматив времени установлен на один случай, то для получения общего времени на единицу продукции или смену определяют его повторяемость (техническим расчетом в соответствии с установленным режимом или по данным наблюдений).
121 Особенности нормирования труда при многостаночном обслуживании
Ранее неоднократно уже упоминалось многостаночное обслуживание. Уточним, что многостаночным называется обслуживание одним рабочим или группой нескольких машин или станков. Распространение такого обслуживания — важнейший фактор повышения производительности труда.
|
|
|
Многостаночное обслуживание требует организации рабочего места многостаночника, при которой его затраты труда на обслуживание рабочего места, а также на переходы от машины к машине являются минимальными. Здесь имеются в виду соответствующее расположение машин и другого оборудования на рабочем месте, выбор наивыгоднейшего маршрута рабочего, передача части работ обслуживающему персоналу (например, чистки и смазки машины, наладки оборудования). Все эти мероприятия позволяют увеличить число обслуживаемых основными рабочими машин и более полно их использовать.
Многостаночное обслуживание может быть двух видов:
• обслуживание нескольких машин, не связанных общим ритмом
работы с другими машинами;
• обслуживание машин, связанных общим ритмом работы с
другими машинами (работа на потоке, когда количество
обработанной на данном рабочем месте продукции должно быть
строго определенным, обеспечивающим непрерывную работу
станков на других рабочих местах, где продолжается обработка
той же продукции).
Для текстильного производства типична работа многостаночников при обслуживании оборудования, не связанного общим ритмом работы. В данном случае условие, при котором возникает возможность многостаночной работы, таково;

где  — время работы машины без участия многостаночника —
— время работы машины без участия многостаночника —
машинно-свободное время;  _ — время занятости многостаночника обслуживанием одной машины за смену.
_ — время занятости многостаночника обслуживанием одной машины за смену.
Число машин, которое может быть поручено обслуживать многостаночнику, находится, естественно, в определенных пределах. С ростом числа обслуживаемых машин производительность рабочего повысится, но производительность оборудования при этом будет уменьшаться в связи с увеличением его остановов из-за совпадений. Подобная зависимость имеет место до определенного предела, выше которого рост производительности труда многостаночника прекратится: уменьшение производительности оборудования из-за совпадений не будет компенсироваться увеличением числа обслуживаемых машин.
|
|
|
При уменьшении числа машин, обслуживаемых многостаночником, производительность оборудования повышается в связи с сокращением перерывов в работе оборудования из-за совпадений, но у рабочего возникают простои, вызванные недогрузкой. И потери времени работы оборудования из-за совпадений, и простои многостаночника из-за его недогрузки будут влиять на себестоимость продукции.
Норма выработки многостаночника
 (6)
(6)
где  — норма производительности одной машины;
— норма производительности одной машины;
 —установленная (типовая) норма обслуживания.
—установленная (типовая) норма обслуживания.
Норму обслуживания устанавливают с учетом организационно-технических условий производства. Так, в некоторых случаях (например, при наличии узких мест в производстве) целесообразно предусматривать пониженные нормы обслуживания оборудования с некоторым ущербом для производительности труда на данном участке. А предположим, при недостатке рабочих уместно, чтобы предотвратить простои оборудования по этой причине, устанавливать с некоторым ущербом для
производительности оборудования повышенные нормы обслуживания. Одним словом, в зависимости от конкретных условий норму обслуживания приходится «выбирать» после определения ее расчетной (максимальной) величины.
Расчетная (максимальная) норма обслуживания может быть определена по формуле
где  — время занятости рабочего (на единицу продукции), включая время на переходы и активное наблюдение;
— время занятости рабочего (на единицу продукции), включая время на переходы и активное наблюдение;  — коэффициент, учитывающий микропаузы. Но
— коэффициент, учитывающий микропаузы. Но
где  — время занятости (загруженности) рабочего выполнением рабочих приемов (на единицу продукции) без учета времени на перерывы и активное наблюдение;
— время занятости (загруженности) рабочего выполнением рабочих приемов (на единицу продукции) без учета времени на перерывы и активное наблюдение;  — коэффициент, учитывающий время
— коэффициент, учитывающий время
занятости (загруженности) рабочего выполнением рабочих приемов. Поэтому
|

|
Именно по этой формуле и определяют норму обслуживания для большинства многостаночников в текстильной промышленности (ткачей, мотальщиц, вязальщиц и др.).
Важно подчеркнуть, что при использовании последней формулы время занятости рабочего берется без учета времени на переходы и активное наблюдение. К этому приходится прибегать в силу того, что как раз время переходов и активного наблюдения зависит от нормы обслуживания. По сути дела, доля затрат указанного времени косвенно учитывается через коэффициент  (величина
(величина  ). Коэффициент
). Коэффициент 
устанавливают по данным наблюдений, дифференцированно, с учетом
метода обслуживания рабочим оборудования (маршрутный, сторожевой и т. д.) и физиологически целесообразного соотношения занятости рабочего выполнением рабочих приемов и передвижением.
Коэффициент  также устанавливают по данным наблюдений. Согласно указаниям НИИТруда величина этого коэффициента находится в пределах
также устанавливают по данным наблюдений. Согласно указаниям НИИТруда величина этого коэффициента находится в пределах  Нижний предел
Нижний предел  относится к варианту
относится к варианту
обслуживания оборудования, изготовляющего неоднородную продукцию, а верхний - к варианту обслуживания оборудования, вырабатывающего однородную продукцию (второй вариант типичен для текстильного производства).
Если характер выполняемой работы многостаночника не связан с выработкой определенных единиц продукции (например, у рабочих, обслуживающих оборудование отделочного производства у прядильщиц при условии, что съем осуществляют съемщицы, и т.д.), то затраты времени рабочего необходимо рассчитывать за смену и расчетную (максимальную) зону обслуживания определять по формуле
|
|

|
|
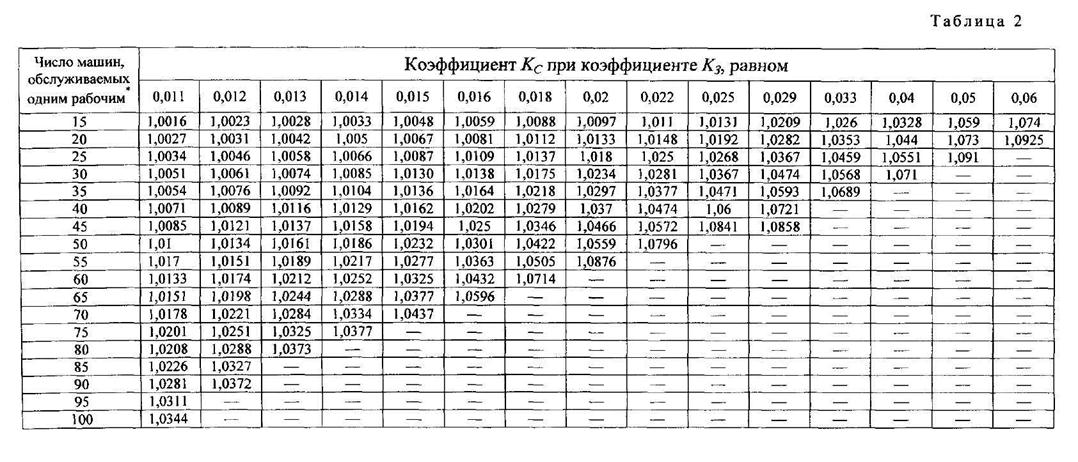
Потери в производительности оборудования из-за совпадений до недавнего времени определялись неодинаковыми методами, и поэтому при прочих равных условиях потери эти получались разными, что приводило к разнонапряженности норм. В настоящее время, однако, установлен единый метод расчета потерь из-за совпадений с использованием коэффициента совпадений. Последний определяется по таблицам, в которых величина его дифференцирована в зависимости от зоны обслуживания и коэффициента
занятости  рабочего на одном станке (в табл. 1 даны значения коэффициента Кс при обслуживании одним рабочим 2—14, а в табл. 2 15—100 машин).
рабочего на одном станке (в табл. 1 даны значения коэффициента Кс при обслуживании одним рабочим 2—14, а в табл. 2 15—100 машин).
Для определения значения Кс при величине Кз по таблице, в которой Кз является промежуточным, используется следующая формула:

|

 - коэффициент,характеризующий величину совпадающего простоя,при коэффициенте занятости ткача
- коэффициент,характеризующий величину совпадающего простоя,при коэффициенте занятости ткача  величина которого в таблице отсутствует;
величина которого в таблице отсутствует;
 -табличное значение
-табличное значение  при минимальном значении
при минимальном значении  в искомом пределе табличных значений
в искомом пределе табличных значений 
 - табличное значение
- табличное значение  при максимальном значении
при максимальном значении  в искомом пределе
в искомом пределе
табличных значений 
 -величина
-величина  при обслуживании ткачом одного станка;
при обслуживании ткачом одного станка;
 - минимальное значение
- минимальное значение  в искомом пределе табличных значений
в искомом пределе табличных значений 
 - максимальное значение
- максимальное значение  в искомом пределе табличных значений
в искомом пределе табличных значений 
Таблица 1

Формулы для расчета коэффициентов совпадений выведены с помощью теории массового обслуживания.
Коэффициент совпадений можно выразить следующим образом:
где величина  пропорциональна математическому ожиданию числа источников требований — станков, аппаратов, простаивающих в ожидании обслуживания. В рассматриваемом случае
пропорциональна математическому ожиданию числа источников требований — станков, аппаратов, простаивающих в ожидании обслуживания. В рассматриваемом случае
где  — число обслуживаемых рабочим станков, веретен, аппаратов;
— число обслуживаемых рабочим станков, веретен, аппаратов;  — число станков, которые требуют обслуживания;
— число станков, которые требуют обслуживания;  - 1 — число станков, простаивающих в ожидании обслуживания (один из
- 1 — число станков, простаивающих в ожидании обслуживания (один из  -
-  станков обслуживается);
станков обслуживается);  — вероятность того, что
— вероятность того, что  станков из общего
станков из общего
количества требуют обслуживания.
Подставляя в последнюю формулу различные значения  (от 1 до п\ получаем:
(от 1 до п\ получаем:

Вероятности, входящие в равенство, определяют по формуле
где  — вероятность того, что на всех обслуживаемых станках
— вероятность того, что на всех обслуживаемых станках
отсутствуют перерывы в работе;  — число требований на обслуживание за единицу времени;
— число требований на обслуживание за единицу времени;  — число требований, которые может выполнить рабочий за ту же единицу времени.
— число требований, которые может выполнить рабочий за ту же единицу времени.
При конкретных значениях т первый сомножитель в правой части формулы может быть преобразован. Например, при  = 1 имеем
= 1 имеем
 при
при 

и т.д.
Сумма вероятностей при т от нуля до п равна 1, т. е.
Подставив в это равенство вероятности для всех значений т, можно найти 


где  — занятость рабочего при норме обслуживания, равной одному
— занятость рабочего при норме обслуживания, равной одному
станку.
|
Промежуточные значения определяются интерполяцией.
128
При многостаночном обслуживании  Действительно, за
Действительно, за
машинно-свободное время  один рабочий может обслужить требований
один рабочий может обслужить требований  где
где  — время занятости рабочего при обслуживании одного станка. Число требований
— время занятости рабочего при обслуживании одного станка. Число требований  от одного станка за это время равно 1. Значит,
от одного станка за это время равно 1. Значит,
|
Величину  можно выразить и через коэффициент занятости рабочего на одном станке:
можно выразить и через коэффициент занятости рабочего на одном станке:

Определяют коэффициент занятости рабочего на одной машине (одном станке, агрегате) расчетом в зависимости от метода обслуживания:
при сторожевом
|
при маршрутном


при маршрутно-сторожевом (комбинированном)

где  — время занятости рабочего ликвидацией самоостановов (на единицу продукции);
— время занятости рабочего ликвидацией самоостановов (на единицу продукции);  — время занятости рабочего переходами (на единицу продукции).
— время занятости рабочего переходами (на единицу продукции).
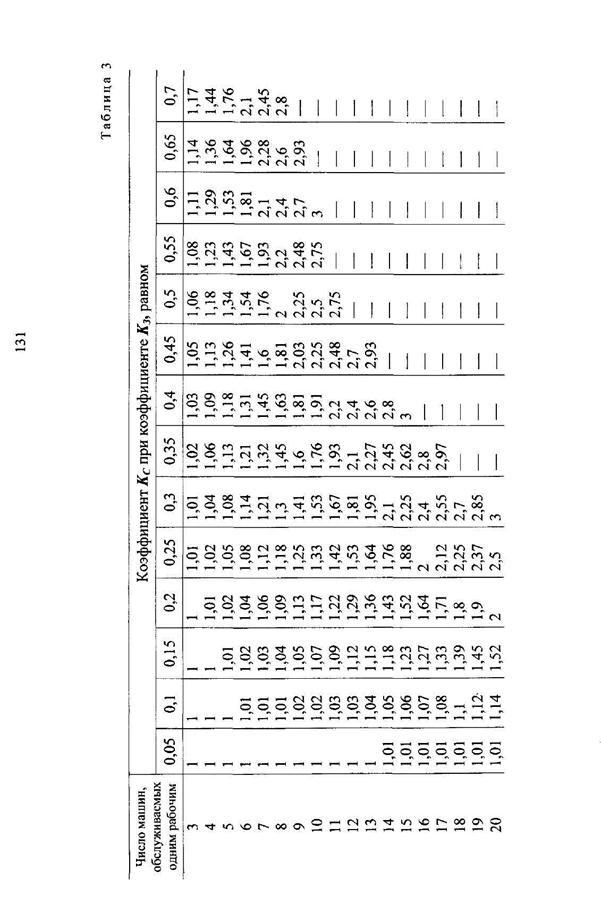
В последнее время в условиях многостаночной работы широко практикуется бригадный метод обслуживания; в связи с этим возникает необходимость определять величину коэффициента совпадений в тех случаях, когда оборудование обслуживает специализированная бригада, состоящая из двух и более рабочих одной профессии (например,
состоящая из двух и более рабочих одной профессии (например, обслуживание ткацких станков бригадой — звеном ткачей, состоящим из двух человек). В НИИТруда разработаны межотраслевые нормативные материалы по выбору оптимальных вариантов организации труда при многостаночном обслуживании и совмещении профессий. В названных материалах описывается метод определения коэффициента совпадения при бригадном методе обслуживания. В табл.3 приведены значения коэффициента совпадений для бригады, состоящей из двух человек
|
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1420; Нарушение авторских прав?; Мы поможем в написании вашей работы!