КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Управление качеством 4 страница
|
|
|
|
Однако более перспективным направлением становится способ управления биотехнологическим процессом, по статистическим критериям Сp и Срк, характеризующим потенциальные и реальные возможности биопроизводства, в отношении выпуска доброкачественной продукции.
Коэффициенты воспроизводимости процесса Сp, Срк , k, U
Теория и практика управления качеством производимой продукции развивалась в разных странах, по разным направлениям. Так, в России, Германии и в др. странах Европы получил распространение вышеуказанный графический метод управления качеством, основанный на построении карт контроля. Но в настоящее время популярным становится расчетно-аналитический метод статистического управления производственным процессом, с целью обеспечения стабильного выпуска экологически безопасной, доброкачественной продукции, где оценка воспроизводимости процесса, в отношении качества выпускаемой продукции, как и численная оценка экологического риска производства, все это осуществляется, по статистическим критериям С p и С рк, которые соответственно характеризуют потенциальные и реальные возможности данного производства, в отношении выпуска доброкачественной продукции.
Кратко рассмотрим теоретические основы статистического управления производственным процессом, по статистическим критериям С р, С рк и k.
Статистические критерии С р , Срк , k и U неразрывно связаны между собой. Их связующим звеном является величина стандартного отклонения s, вычисление которой по ф. 3.24, в конечном итоге позволяет ответить на два основных вопроса по статистическому управлению качеством:
1. Каковы индексы потенциальной и реальной воспроизводимости процесса, в отношении качества выпускаемой продукции?
|
|
|
2. Является ли данный процесс статистически управляемым?
Критерий Ср характеризует потенциальные возможности производства, в отношении стабильного выпуска доброкачественной и безопасной продукции, а численное значение величины С рк указывает на реальные возможности производства. Коэффициент децентрированности k связывает указанные характеристики процесса С р и С рк между собой соотношением
 (3.21)
(3.21)
Очевидно, что при k = 0 С рk = С р. Здесь, реальные возможности процесса всегда ниже потенциальных, так как в реальных условиях, под влиянием некого источника систематического отклонения от нормы качества, имеет место децентрирование технологического процесса, приводящее к нарушению норм технического регламента и выпуску недоброкачественной продукции.
Напомним, что важнейшей характеристикой нормального статистического распределения является величина стандартного отклонения s, которуюможно вычислить, по результатам выборочного контроля, с использованием формул, приемлемых для ограниченного объема выборки (ф.3.22). Ее нормализованное численное значение, можно оценить графически, по длине отрезка некой горизонтали, соединяющей ось симметрии с точкой перегиба на ниспадающей ветви кривой Гаусса. Горизонталь проводят на уровне 0,607 h -высоты кривой.
А в основании кривой нормального статистического распределения (рис.5), с вероятностью α = 0,9973 укладывается ровно 6 отрезков, отвечающих численному значению величины s.
Слева и справа от центра симметрии ϻ, в основание кривой Гаусса укладывается, соответственно,- 3 s и +3 s. Всего, 6 s. Указанные величины 3 s и 6 s фигурируют в расчетах статистических критериев воспроизводимости технологического процесса (см. ф. 3.22 и ф. 3.23).
Так, если постулировать, что функция нормального распределения случайных отклонений от нормы качества ϻ всегда отвечает ЗНР, то можно исследовать потенциальные и реальные возможности любого технологического процесса, по статистическим критериям С р и С рк, вычисляемых по формулам 3.22 и 3.23.
|
|
|
С р = (ВГД-НГД) /6 s (3.22)
 или
или  (3.23)
(3.23)
Где ВГД и НГД – численные значения (по модулю) верхней и нижней границ поля допуска; ϻ - численное значение величины, характеризующей норму качества; s - стандартное отклонение выборочной дисперсии.
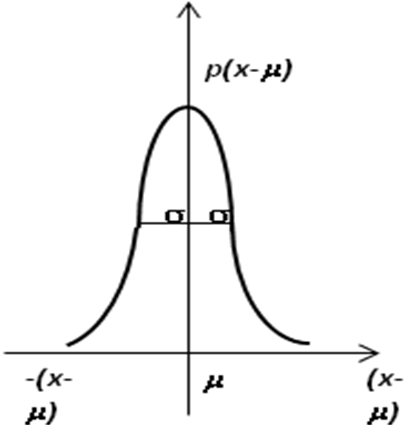
Рис.6 Кривая нормального статистического распределения. (кривая Гаусса).
p(x-m) – функция вероятности отклонения i -го результата измерений от истинной величины μ;
(x-m) – текущее отклонение от μ; со знаком + или -;
σ – теоретическое стандартное отклонение.
На рис.6 приведены характерные кривые статистического распределения, по расположению которых в поле допуска и, по размаху ниспадающих ветвей, можно судить о потенциальных и реальных возможностях процесса, управляемого по результатам выборочного, выходного контроля.
Так как потенциальные возможности производства оцениваются при его проектировании, а в проекте не предусмотрены систематические отклонения от нормы качества, децентрирующие процесс, то изначально процесс центрирован. Из этого следует, что кривая статистического распределения случайных отклонений от нормы качества, отвечающая данному процессу, симметрична, а центр ее симметрии совпадает с центральной линией (ЦЛ) поля допуска.
Известно, что стабильность и уровень потенциальной воспроизводимости технологического процесса, в отношении качества выпускаемой продукции можно оценить по величине размаха случайных отклонений от нормы качества. Если размах случайных отклонений не выходит за пределы поля допуска, то потенциальные возможности производства, в отношении выпуска доброкачественной продукции, будут достаточно велики, а производство как бы подготовлено к выпуску доброкачественной (бездефектной) продукции.
Индекс воспроизводимости процесса, С р характеризует потенциальную возможность производства выпускать доброкачественную продукцию. Его численное значение обычно вычисляют по формуле 3.22. Чем выше его значение, тем выше потенциальные возможности производства, в отношении качества продукции.
|
|
|
Расчет величины С р осуществляют по численному соотношению (ВГД-НГД) / 6 s (см. ф.3.22), из которого следует, что уменьшая величину стандартного отклонения s, можно повысить индекс воспроизводимости Ср до значения, Ср ≥ 1, так как величина Ср целиком зависит от величины s. Чем меньше величина стандартного отклонения, тем выше индекс воспроизводимости процесса. При указанном условии С р ≥ 1, результаты выборочного контроля будут находиться в пределах поля допуска.
Величину стандартного отклонения s - универсального показателя воспроизводимости результатов измерений вычисляют по известной формуле:
 , (3.24)
, (3.24)
Хотя указанная расчетная формула не вполне отвечает закономерностям статистического распределения смешанного типа, скорее - распределению Пуассона, отвечающего реальным процессам. Однако для численной оценки указанных величин С р и С рк по величине s она вполне подходит, если удается приблизить дисперсию статистического распределения Пуассона с дисперсией нормального распределения, где уже потребуется вычислить нормализованную величину s* =  .
.
На рис.7 приведены кривые статистического распределения, по характеру которых и по их расположению в поле допуска, в зависимости от значений С р и С рк, по которым можно судить о потенциальных и реальных возможностях производства в отношении выпуска доброкачественной продукции.
Размах отклонений (ϻ ±3 s) от центра симметрии указанной гауссовой кривой, косвенно связан с величиной индекса воспроизводимости процесса С р, вычисляемого по ф. 3.22. Так, если С р = 1, то /ВГД – НГД/ = 6 s, акривая гауссового распределения будет точно вписываться в пределы поля допуска, не пересекая его границ, что говорит о выпуске доброкачественной продукции.
Но в статистических исследований, проводимых скажем для оценки экологического риска биопроизводства, в качестве критерия потенциальной воспроизводимости процесса, вместо С р = 1, принимают С р = 1,33.
При этом создается некий “запас прочности”, в отношении воспроизводства доброкачественной продукции и снижения экологического риска производства, так как увеличить С р можно лишь путем уменьшения величины стандартного отклонения s от нормы качества. В данном случае, гауссова кривая становится уже. Ветви ее смещаются к центру и удаляются от установленных границ поля допуска. Одновременно, снижается риск пересечения указанных границ и выхода за пределы поля допуска, в зону недоброкачественной продукции.
|
|
|
Отсюда следует, что при С р ≥1 создаются благоприятные условия для стабильного выпуска доброкачественной продукции, а критическое значение индекса воспроизводимости и стабильности процесса Ср = 1 (с запасом Ср = 1,33) должно быть принято, в качестве статистического критерия воспроизводимости процесса, характеризующего потенциальные возможности производства продукции высокого качества.
Таким образом, для корректирования процесса производства по критерию Ср, потребуется уменьшить численное значение универсального статистического показателя – стандартного отклонения s. Если это сделать удалось, то в соответствии с ф. 3.22, уменьшается размах отклонений от нормы качества, равный 6 s.
Как видно на рис.6, повышение индекса воспроизводимости процесса сопровождается уменьшением размаха отклонений от нормы качества и ширины кривой статистического распределения. Если кривая Гаусса оказывается в пределах поля допуска, а не пересекает его границы (ВГД и НГД), то из этого следует, что процесс управляем и воспроизводим, в отношении качества выпускаемой продукции.
Но если Ср ≤ 1, то вероятность стабильного выпуска доброкачественной продукции невелика. Процесс становится неуправляемым и нестабильным. Для увеличения его потенциальных возможностей следует внести необходимые коррективы в данную технологию. Но для того, чтобы индекс потенциальной воспроизводимости процесса Ср превысил единицу, потребуется существенно уменьшить величину стандартного отклонения выборочной дисперсии s.
Процесс корректируют до тех пор, пока кривая гауссова распределения не окажется в пределах поля допуска. В случае невозможности корректирования данной неуправляемой технологии потребуется ее замена на технологию с высокими потенциальными возможностями, которую можно корректировать по индексу потенциальной воспроизводимости процесса Ср ≥ 1.
Безусловно, индекс потенциальной воспроизводимости процесса Ср является его важнейшей статистической характеристикой, но в практике управления качеством всякий раз выявляют реальные возможности производства доброкачественной продукции, которые характеризуются индексом реальной воспроизводимости процесса С рk.
Индекс реальной воспроизводимости ( индекс надежности) процесса - С рк характеризует реальные возможности данного производственного процесса, относительно его надежности и настроенности на выпуск доброкачественной продукции в реальных, плохо воспроизводимых условиях массового производства, когда имеет место систематическое отклонение от нормы качества, указанной в техническом регламенте производства.
Как указано выше, в реальных условиях производства всегда имеют место систематические отклонения от нормы качества, децентрирующие процесс. Хотя они не отражены в индексе потенциальной воспроизводимости процесса Ср, характеризующем лишь специфические особенности и потенциальные возможностями производства, но зато нашли отражение в индексе надежности Срк, численное значение которого зависит не только от величины стандартного отклонения s, но и от степени децентрированности процесса - величины k, называемой коэффициентом децентрированности процесса.
Коэффициент k указывает на значимое расхождение численных критериев потенциальной и реальной воспроизводимости процесса С рк и Ср,, так как они связаны между собой уравнением Cpk = Cp (1- k). (см.ф.3.21) В общем, коэффициент децентрируемости k изменяется в пределах от 0 до 1. Если k = 0, то С рк = Ср, а если k = 1, то С рк = 0.
Децентрирование производственного процесса, вызванное неким внешним источником систематического отклонения от нормы качества, смещает кривую статистического распределения в сторону ближайшей границы поля допуска, что существенно повышает риск пересечения указанной границы.
Как указано выше, выход за пределы поля допуска означает выпуск не доброкачественной, дефектной продукции. В данном случае, численному значению Срк отвечает нормализованное расстояние между центром симметрии гауссовой кривой ϻ и ближайшей границей поля допуска (ВГД или НГД).
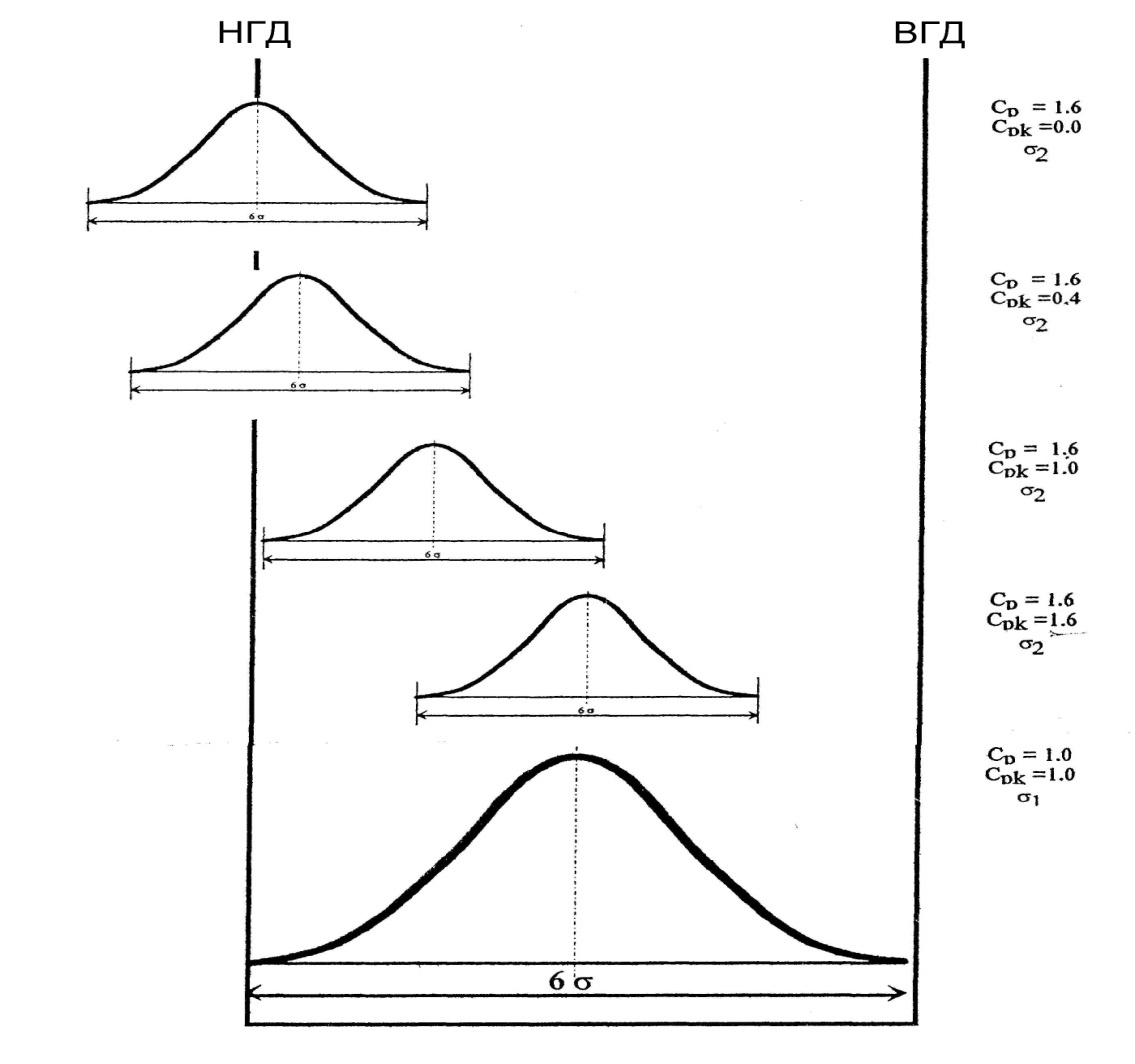
Рис. 7. Кривые статистического распределения, характеризующие степень дефектности выпускаемой продукции
Величину Срк вычисляют, по одному из двух соотношений  или
или  , отличающихся друг от друга лишь величиной числителя, равной расстоянию между центром симметрии гауссовой кривой статистического распределения ϻ и ближайшей границей поля допуска.
, отличающихся друг от друга лишь величиной числителя, равной расстоянию между центром симметрии гауссовой кривой статистического распределения ϻ и ближайшей границей поля допуска.
На рис.7 изображены 5 кривых гауссова распределения, 4 из которых характеризующиеся одинаковым индексом потенциальной воспроизводимости процесса Ср =1,6, но - различным значением Срk, изменяющихся в пределах от Срk = 1,6 (k =0) до Срk = 0 (k =1).
Нижняя кривая, с Срk =1.6, расположена в центре поля допуска. В данном случае, обе границы (ВГД и НГД) максимально удалены от не, а риск их пересечения, т.е риск выпуска дефектной продукции невелик. Учитывая, что вся “подинтегральная” площадь под гауссовой кривой пропорциональна выборке исследуемой продукции, то делаем вывод о том, что в исследуемой партии продукции нет отклонений от нормы качества (дефектов), превышающих допустимые нормы.
Следующая кривая, с С рk = 1, уже указывает на то, что ее смещение в сторону НГД, обусловленное децентрированием процесса, достигло границы поля допуска, не пересекая ее. Здесь, как и в предыдущем случае, площадь под гауссовой кривой целиком находится в пределах поля допуска. Следовательно, вся выпускаемая продукция является доброкачественной, но риск выпуска дефектной продукции достиг предельно допустимого значения, так как Срk = 1.
При Срk ≤ 1, процесс децентрируется настолько, что гауссова кривая пересекает границу поля допуска. Здесь, площадь под кривой, отсекаемая границей поля допуска, пропорциональна количеству дефектной продукции, что иллюстрирует кривая, с Срk = 0. В данном случае, более четверти выпускаемой продукции является дефектной.
Верхняя кривая статистического распределения иллюстрирует наиболее критический случай “опрокидывания” процесса, когда (при k =1 и Срk = 0) процесс становится настолько неуправляемым, что вероятность выпуска бездефектной продукции становится неопределенной. Как говорят “50 на 50”.
Расчет численных значений индексов воспроизводимости и надежности процесса и их сопоставление позволяет решать целый комплекс стратегических и тактических задач, в сфере статистического управления качеством, включая, количественную оценку потенциальных и реальных возможностей производства, в отношении стабильного выпуска экологически безопасной, доброкачественной продукции.
Не менее важной проблемой является количественная оценка децентрированности процесса по численному значению k ≠ 0, позволяющему сопоставить потенциальные возможности производства, заложенные в проект, с его реальными возможностями можно выявить насколько проект соответствует реальным возможностями, в отношении выпуска доброкачественной продукции.
Кстати, показатель децентрированности процесса – k можно вычислить по формуле k =  , (3.25) где величина m = (ВГД+НГД) /2 - центральная линия (ЦЛ) поля допуска.
, (3.25) где величина m = (ВГД+НГД) /2 - центральная линия (ЦЛ) поля допуска.
Если k = 0, то процесс центрирован. Тогда С рк = С р, что свидетельствует об отсутствии значимого источника систематического отклонения от нормы качества. Но если k = 1, то С рk = 0. В данной ситуации, процесс полностью децентрирован и становится неуправляемым. Этот случай показан на рис.7, где центр симметрии гауссовой кривой совпадает с НГД.
Если из формулы 3.25 установлено, что С рк = С р, то среднее значение поля допуска совпадает с центром симметрии кривой распределения. В противном случае С рк меньше С р. Следовательно, благоприятная ситуация создается, когда среднее значение поля допуска совпадает со средним значением реального процесса (m = ϻ, k = 0).
ПРИМЕР. С помощью коэффициентов С р, С рк, k оценить возможность управления качеством производства, по результатам контрольных испытаний продукции гальванического производства.
Контролируемый параметр качества - толщина слоя гальванического покрытия нормируется в пределах поля допуска хi = 8 -12 мкм. Число измерений n = 10. Результаты измерений: х1 = 8,2; х2 = 8,3; х 3 = 9,5; х 4 = 8,4; х 5 = 10,3; х 6 = 11,9; х 7 = 11,5; х 8 = 10,2; х 9 = 8,9; х 10 = 9,5. Среднее значение поля допуска m = (8+12) / 2 = 10 мкм. Среднее значение измеряемой величины для реального процесса  = xm = 9,7мкм.
= xm = 9,7мкм.
По вышеуказанным формулам 3.21 - 3.25 определяют величину стандартного отклонения s = 1,3 и вычисляют статистические критерии потенциальной и реальной возможности электрохимического производства выпускать бездефектную продукцию. В итоге: С р= 0,51, С рк = 0,44 и k = 0,13 и можно сделать следующие выводы:
1. Потенциальные возможности данного производства невелики, так как индекс воспроизводимости процесса С р < 1. Обе ветви гауссовой кривой выходят за пределы поля допуска, что указывает на высокую вероятность выпуска дефектных изделий.
2. Процесс децентрирован незначительно, что указывает на отсутствие значимых источников систематической ошибки, децентрирующей производственный процесс.
3. Процесс изначально неуправляем. Для обеспечения стабильного выпуска доброкачественной продукции потребуется корректировать указанную технологию по индексу потенциальной воспроизводимости С р = 1,33.
Статистическое управление качеством по индексам воспроизводимости С р и надежности С рk становится новым этапом на пути развития статистического менеджмента качества промышленной продукции. Вероятно, его дальнейшее развитие будет связано с внедрением в системы контроля и управления качеством статистики аномального распределения, которая дает более точное и полное математическое описание реальных процессов и систем, чем классическая статистика Гаусса.
3.8. Оценка степени дефектности продукции по таблицам интегральных значений нормализованных величин
Многие реальные многофакторные системы и процессы точнее описываются методами аномальной статистики, чем статистикой нормального статистического распределения. Трудности реализации методов аномальной статистики, из которых наиболее продвинутой является статистика Пуассона, обусловлены тем, что они недостаточно изучены, а также тем, что для их применения нужен достаточно высокий уровень математической подготовки. Все это ограничивает их применение в управлении качеством промышленной продукции по результатам выборочного контроля.
Так, для статистической оценки, скажем степени дефектности промышленной продукции p или числа дефектных изделий np, потребуется вычислить “подинтегральную” площадь под соответствующим отрезком кривой статистического распределения Пуассона, отсекаемой границей поля допуска. Если определяемая площадь под отрезком данной кривой аномального статистического распределения находится за пределами поля допуска, то ее величина будет пропорциональной числу дефектных изделий.
Наоборот, подинтегральная площадь в пределах поля допуска соответствует объему бездефектной продукции, по соотношению определяемых площадей уже нетрудно вычислить важнейший показатель качества выпускаемой продукции – степень ее дефектности или уровень дефектности p.
Однако для взятия определенного интеграла в заданных координатах, с целью определения площади под кривой распределения Пуассона, нужна специальная математическая подготовка заводского персонала и навыки по решению непростых задач интегрального исчисления. Это становится суперсложной проблемой. Особенно, когда нет точного математического описания данной функция аномального статистического распределения.
В связи с указанными математическими трудностями, немецкие ученые разработали и внедрили в производство достаточно простой и доступный табличный способ интегральной оценки указанных площадей под участками кривой статистического распределения и дальнейшей оценки степени дефектности продукции и др. величин, характеризующих качество промышленной продукции.
Для этого потребуется привести все расчетные данные к единому, нормализованному виду относительных величин, а затем, с помощью специальных таблиц (см. табл.5 Приложения) установить, скажем степень дефектности p, по величине нормализованного показателя U, вычисляемого по формуле
U  , (3.26)
, (3.26)
где U – универсальный нормализованный параметр;
хi – контролируемый параметр, ближайший к границе поля допуска;
m - среднее значение результатов контроля для данной выборки;
s* = Sm – приведенное стандартное отклонение, вычисляемое по формуле s* = , аналогичной ф.1.17).
Рассмотрим характерный пример численной оценки степени дефектности продукции гальванического производства с помощью таблиц интегральных значений площадей под отрезками кривой аномального распределения Пуассона. Здесь нормой качества изделий принята толщина гальванического покрытия в пределах поля допуска 8-12 мкм. Текущие значения результатов контроля для выборки n =10: x 1 = 8,2; x 2 = 8,3; x 3 = 9,5; x 4 = 8,4; x 5 = 10,3; x 6 = 8,9; x 7 = 8,9; x 8 = 11,5; x 9 = 10,2; x 10 = 9,5. xm = 9,7. Эти же данные ранее были исследованы методами нормальной статистики. В принципе, это позволяет сопоставить методы классической статистики Гаусса и аномальной статистики Пуассона, применительно к статистическому управлению качества продукции, но это выходит за рамки учебного пособия.
Здесь показано, что использование специальных таблиц (табл.5 Прилож.) позволяет определить подинтегральную площадь G по нормализованному параметру U, без математических выкладок взятия определенного интеграла.
В рассматриваемом примере, по ф.3.26 было получено численное значение параметра U = (9,7 - 8) / 1,3 = 1,3. Затем, пользуясь табл. 5, по величине U = 1,3, определяют интегральную площадь G (U) и оценивает величину степени дефектности изделий, которая оказалась p = 0,17.
Таким образом, табличным способом статистической оценки установлено, что доля дефектных изделий (степень дефектности) в данном случае составляет внушительную величину 17%, что указывает на необходимость незамедлительного корректирования данного электрохимического процесса.
Глава 4
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 2566; Нарушение авторских прав?; Мы поможем в написании вашей работы!