КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные показатели точности и их условные обозначения на чертежах
|
|
|
|
Общие сведения
Под качеством прибора будем понимать совокупность его свойств, определяющих пригодность прибора удовлетворять определённые потребности в соответствии с его назначением.
Качество прибора закладывается в ходе конструкторской и технологической подготовки, обеспечивается в течение всего производства и поддерживается в период эксплуатации.
Одним из важнейших показателей качества прибора является точность. Точность есть мера соответствия. Между чем и чем? В данном случае, между параметрами теоретически необходимого прибора, которые производны от его служебного назначения, и параметрами реального прибора, изготовленного на стадии производства (производственная точность) и применяемого на стадии эксплуатации (эксплуатационная точность). Обеспечение производственной точности должно гарантировать эксплуатационную точность.
В общем случае под точностью понимают степень приближения истинного значения рассматриваемого параметра к его теоретическому значению [15].
Понятие точности связано с понятием отклонения. Отклонение определяется интервалом (диапазоном) возможных значений каждого из параметров прибора. Чем меньше интервал, тем меньше отклонение и выше точность. Чем больше интервал, тем больше отклонение и меньше точность.
Точность прибора определяется точностью изготовления составляющих его деталей и точностью соединения деталей в сборочные единицы. Таким образом, речь идёт как о точности деталей, так и о точности технологических процессов [14].
Как известно, основным конструкторским документом для детали является её чертёж. О графических изображениях речь шла в предыдущей лекции. Основные показатели точности поверхностей детали и их обозначения на чертежах будут рассмотрены ниже.
Поверхность, ограничивающая тело и отделяющая его от окружающей среды, называется реальной поверхностью. Реальная поверхность образуется в ходе изготовления детали и, в отличие от номинальной поверхности, изображаемой на чертеже, всегда имеет неровности. К показателям, характеризующим точность реальной поверхности, относят следующие шесть: шероховатость, волнистость, отклонения размеров, отклонения формы, отклонения взаимного расположения, суммарные отклонения формы и расположения.
Три из шести показателей - шероховатость, волнистость и отклонения формы -определяют отклонения профиля поверхности детали (рис. 1).
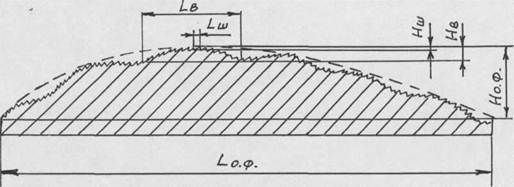
Рис. 1. Эскиз профиля поверхности детали
Шероховатость изображена маленькими гребешками, волнистость - средними волнами, отклонение формы - большими волнами. Границу между значениями этих трёх отклонений можно установить по соотношению шага (L) к высоте (Н) неровности профиля на различных по длине участках поверхности. Принято допущение, что при L/H < 40 50 неровность следует классифицировать, как шероховатость, при L/H > 1000 - как отклонение формы, а значения между этими интервалами рассматривать, как волнистость.
50 неровность следует классифицировать, как шероховатость, при L/H > 1000 - как отклонение формы, а значения между этими интервалами рассматривать, как волнистость.
Шероховатость представляет собой совокупность неровностей поверхности с относительно малыми шагами. До 1945 года отраслевой стандарт (ОСТ7540) устанавливал классификацию таких неровностей на основе глазомерной оценки. В 1945 году вышел государственный стандарт (ГОСТ 2789-45), который ввёл специальные понятия, определившие неровности как «микрогеометрия» и «чистота поверхности». В 1959 году ГОСТ 2789-59 заменил понятие «чистота поверхности» на ныне действующее понятие «шероховатость». Этот же термин применяется в международном стандарте и национальных стандартах США, Англии, Франции, Италии и др. В 1973 был утверждён новый ГОСТ 2789-73, который с некоторыми изменениями действует ныне.
Шероховатость поверхности принято определять по её профилю, который образуется в сечении этой поверхности плоскостью, перпендикулярной к номинальной поверхности. При этом профиль рассматривается на длине базовой линии , используемой для выделения неровностей и количественного определения их параметров (рис. 2).
, используемой для выделения неровностей и количественного определения их параметров (рис. 2).
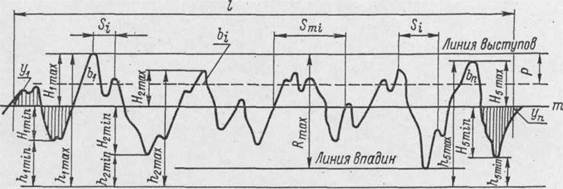
Рис. 2. Схема профиля шероховатости
Напомним ряд основных определений [1].
Средняя линия профиля (m) - это базовая линия, имеющая форму номинального (без отклонений) профиля и проведённая так, что в пределах базовой длины среднеквадратичное отклонение профиля до этой линии наименьшее.
Линия выступов профиля - линия, эквидистантная (т.е. равноудалённая) средней линии, проходящая через высшую точку профиля в пределах базовой длины.
Линия впадин профиля - линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины.
Наибольшая высота неровностей профиля (Rmax) - наибольшее расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Шаг неровностей профиля - длина отрезка средней линии, пересекающего профиль в трёх соседних точках и ограниченного двумя крайними точками.
Средний шаг неровностей профиля (Sm) - среднее арифметическое значение шага неровностей профиля в пределах базовой длины.
Средний шаг неровностей профиля по вершинам (S) - среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины.
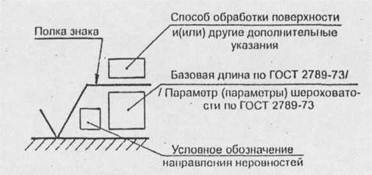
Рис. 3. Общий вид обозначения шероховатости с учётом изменений 2002 года
Знак шероховатости, представленный на рис. 3, может принимать три различных исполнения в зависимости от вида обработки поверхности (рис. 4).

Рис. 4. Варианты исполнения знака шероховатости (полка знака не указана, т.к. отсутствуют параметр шероховатости и способ обработки)
Если вид обработки поверхности не устанавливается, применяют первый знак (а).
Если поверхность должна быть образована удалением слоя материала (точением, сверлением и т.д.), применяют второй знак (б).
Если поверхность должна быть образована без удаления слоя материала (литьём, прокатом и т.д.), применяют третий знак (в).
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Ra0,4; Rmax6,3; Sm0,63; t50 70; S 0,032; Rz50.
Во многих практических случаях на чертежах указывается только высота шероховатости, числовое значение которой задаётся наибольшей величиной, т.е. шероховатость должна быть не грубее указанной в обозначении.
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (рис. 5).
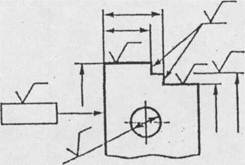
Рис. 5. Примеры расположения знаков шероховатости
Если часть поверхностей детали имеют одинаковую шероховатость (по виду обработки и параметрам), обозначение шероховатости для них помещают в правом верхнем углу чертежа и на изображениях не наносят (рис. 6).
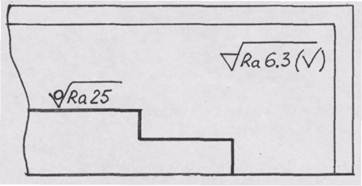
Рис. 6. Пример обозначения шероховатости, одинаковой для части поверхностей (систему знаков в верхнем правом углу чертежа следует читать так: «шероховатость на всех поверхностях, кроме той, на изображении которой установлен знак шероховатости, достигается путём снятия слоя материала до высоты по шкале Ra не более 6.3 мкм)
При выполнении чертежей деталей необходимо непосредственно обратиться к стандартам [1, 2], где информация о шероховатости представлена более подробно.
Волнистость поверхности - это совокупность периодически повторяющихся неровностей, у которых расстояние между смежными возвышенностями или впадинами превышает базовую длину  . Волнистость является элементарным отклонением поверхности любой формы, в виде периодически повторяющихся неровностей с отношением шага к высоте больше 40-50. Высота волнистости и высота шероховатости сопоставимы, однако шаги этих неровностей отличаются. Стандартизация волнистости продолжается, и в настоящее время имеются только рекомендации [3]. Рекомендацией PC 3951-73 установлены три параметра волнистости.
. Волнистость является элементарным отклонением поверхности любой формы, в виде периодически повторяющихся неровностей с отношением шага к высоте больше 40-50. Высота волнистости и высота шероховатости сопоставимы, однако шаги этих неровностей отличаются. Стандартизация волнистости продолжается, и в настоящее время имеются только рекомендации [3]. Рекомендацией PC 3951-73 установлены три параметра волнистости.
Высота волнистости (Wz), мкм - среднее арифметическое из пяти её значений (Wi...W5), определённых на длине участка измерения Lw, равной не менее пяти действительным наибольшим шагам Sw волнистости (рис. 7а):

Наибольшая высота волнистости (Wmax), мкм - расстояние между наивысшей и наинизшей точками измеренного профиля в пределах Lw, измеренное на одной полной волне.
Средний шаг волнистости (Sw), мм - среднее арифметическое значение длин отрезков Swi, средней линии, ограниченных точками их пересечения с соседними участками профиля волнистости (рис. 76):

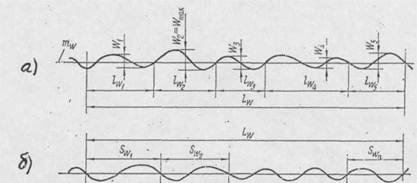
Рис. 7. Схема определения высоты (а) и шага (б) волнистости поверхности
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 1842; Нарушение авторских прав?; Мы поможем в написании вашей работы!