КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
К контрольной работе этот параграф можно не учить
|
|
|
|
Железобетон и железобетонные изделия.
…
ОСНОВНЫЕ ВИДЫ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ.
По виду армирования железобетонные изделия подразделяют на предварительно напряженные и с обычным армированием.
В зависимости от вида вяжущего различают изделия из цементного бетона, силикато- и гипсобетонные.
По внутреннему строению изделия могут быть сплошными и пустотелыми, изготовленными из бетона одного вида (однослойные изделия) или из нескольких видов бетона (например, трехслойные — из ячеистого бетона, с двух сторон покрытого плотным мелкозернистым бетоном).
По назначению железобетонные изделия подразделяют на три группы: для жилых и общественных зданий, для промышленных зданий и для инженерных сооружений. В свою очередь, изделия для жилых, общественных и промышленных зданий подразделяют на изделия для фундаментов, каркасов зданий, стен, перекрытий и покрытий, лестниц и 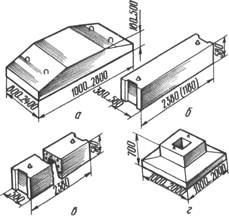 санитарно-технические.
санитарно-технические.
Рис. Изделия для фундаментов:
а — блок-подушка; б — блок для стен подвалов сплошной; в — то же, пустотелый; г — блок стаканного типа.
Изделия для каркасов зданий- это колонны; горизонтальные связи — ригели, прогоны, балки, фермы и арки. Изготовляют из тяжелого бетона класса не ниже В15 и армируют несущей арматурой.
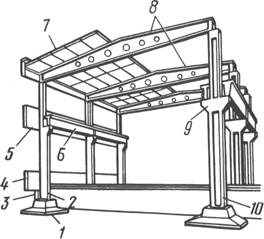
Рис. 13.4. Схема одноэтажного промышленного здания с железобетонным каркасом:
1 — фундамент под колонны; 2 — колонны наружного ряда; 3 — подкладка; 4 — фундаментная балка; 5—стеновая панель; 6— подкрановая балка; 7—плита покрытий; 8— балки (формы) покрытия; 9— консоли колонн; 10— колонны внутреннего ряда
Ригели, балки и фермы часто изготовляют из напряженно-армированного бетона. Все изделия для надежной связи друг с другом и передачи нагрузки имеют металлические закладные детали.
Изделия для каркасов промышленных зданий (рис. 13.4) отличаются от аналогичных изделий для жилых здании большей несущей способностью и размерами. Так, высота колонн для жилых зданий достигает 7,5 м, а промышленных 35 м.
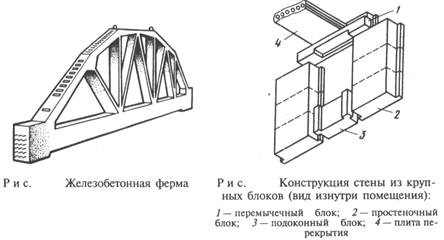
Стеновые бетонные блоки предназначены для жилых и общественных зданий, а также производственных зданий промышленного и сельскохозяйственного назначения.
Один из вариантов конструкции наружной стены из блоков показан на рис.ниже.
В настоящее время крупноблочное строительство уступило место панельному.
Стеновые панели — крупноразмерные элементы (обычно высотой на этаж и длиной до 6м) для монтажа полносборных зданий.
Наибольшее распространение в жилищном и общественном строительстве получили панели из легких бетонов на пористых заполнителях и панели из автоклавных ячеистых бетонов.
Элементы междуэтажных перекрытий. В зданиях всех типов используют железобетонные панели перекрытий. Размер панелей: длина 2,4... 12 м, ширина 1,2...3,6 м, толщина 220 мм. Панели перекрытий кроме несущей способности должны удовлетворять требованиям звукоизоляции.
Панели и плиты покрытий. В зависимости от конструкций кровли они должны удовлетворять помимо несущей способности требованиям гидро- и пароизоляции, а для совмещенных (теплых) кровель — итеплоизоляции.
Санитарно-технические устройства. Элементы водоснабжения, канализации, вентиляции и т. п. могут быть также выполнены в виде железобетонных изделий заводского изготовления. Водопроводные иканализационные трубы замоноличивают в тело специальных панелей; таким же образом получают отопительные панели. Для устройства вентиляции применяют специальные блоки со сквозными каналами. Применение таких блоков существенно упрощает санитарно-технические работы на стройке.
Лестничные марши и площадки Ступени лестниц должны иметь отделанную поверхность. Лестничные площадки, как правило, покрывают керамической плиткой. Лестничные марши и площадки могут быть выполнены в виде одного цельного элемента.
Железобетонные перемычки для перекрытия оконных и дверных проемов в кирпичных зданиях бывают брусковые, плитные и балочные с отформованной четвертью для опирания панелей перекрытия.
Изделия для инженерных сооружений. Железобетонные изделия широко применяют в дорожном строительстве (плиты покрытий дорог, бортовые камни, элементы мостов и путепроводов, шпалы, осветительные столбы и столбы контактной сети); при строительстве городских инженерных сетей (напорные и безнапорные железобетонные трубы диаметром от 0,5 до 3м, элементы коллекторов и др.); при строительстве гидросооружений и мелиоративных систем.
…
5.13. Производство сборных железобетонных изделий и конструкций.
Сборные железобетонные изделия и конструкции (сборный железобетон) представляют собой крупноразмерные железобетонные элементы, изготовляемые на заводе или полигоне домостроительного комбината.
Основные операции при производстве железобетонных изделий:
· приготовление бетонной смеси,
· изготовление арматуры,
· армирование и
· формование изделий
· и их ускоренное твердение.
Бетонную смесь приготовляют в бетоносмесительном цехе завода, арматуру — в арматурном цехе. Поступающую на завод арматурную сталь (в бухтах или прутках) на специальных станках очищают от ржавчины, правят и режут на стержни заданной длины. Необходимую форму стержням придают на гибочных станках. Отдельные стержни и проволоку соединяют в сетки и каркасы контактной сваркой на станках-автоматах. Готовые сетки и каркасы передают в формовочный цех.
Напрягаемую арматуру натягивают на анкеры форм с помощью специальных механизмов или реже методом термического натяжения.
Перед укладкой арматуры и бетона формы очищают и покрывают смазочным материалом, препятствующим сцеплению бетона с металлом форм. Бетонная смесь из бетоносмесительного цеха поступает в приемный бункер бетоноукладчика, который подает ее в форму и разравнивает.
Уплотняют бетонную смесь на виброплощадках большой грузоподъемности (до 5...10т) с электромеханическим или электромагнитным приводом. Пустоты в изделиях формуют с помощью вибровкладышей.
Для ускорения твердения бетона его подвергают тепло-влажностной обработке: нагреву до температуры 80... 180°, но таким образом, чтобы в бетоне сохранялась вода в жидком состоянии, необходимая для твердения цемента.
Применяют следующие виды тепловлажностной обработки: пропаривание при нормальном давлении и температуре 80...95°С; контактный нагрев и электроподогрев до 100С°; запаривание в автоклавах при давлении 0,9...1,6МПа (оно необходимо, чтобы вода в бетоне оставалась жидкой) и температуре 175...200 °С.
Наиболее распространено пропаривание при нормальном давлении в камерах непрерывного или периодического действия. Изделия нагревают насыщенным паром.
Продолжительность пропаривания 10...16 ч. За это время бетон набирает не менее 70% марочной прочности.
После извлечения из форм изделия проходят технический контроль на соответствие требованиям ГОСТа или ТУ.
Способы производства железобетонных изделий. Железобетонные изделия изготовляют несколькими способами.
1. При стендовом способе изделия получают в неподвижных формах (на стенде). Механизмы (бетоноукладчики, вибраторы и др.) поочередно подводят к стенду для выполнения необходимых операций. Этим способом изготовляют, как правило, крупногабаритные изделия (фермы, колонны, балки) на полигонах.
2. Кассетный способ — вариант стендового способа, основой которого является формование изделий в стационарно установленных кассетах, состоящих из нескольких вертикальных металлических форм-отсеков. В форму закладывают арматурный каркас и заполняют ее бетонной смесью. Тепловую обработку производят контактным обогревом через стенки форм. После тепловой обработки стенки форм раздвигают и изделия вынимают мостовым краном. Кассетным способом изготовляют плоские изделия (панели перекрытий, стеновые панели и т. п.). Этот способ благодаря вертикальному расположению форм экономит производственные площади.
3. При поточно-агрегатном способе формы с изделиями перемещаются от одного технологического агрегата к другому краном, а при конвейерном они стоят на вагонетках, движущихся по рельсовому пути и тепловлажностную обработку осуществляют непрерывным методом. Конвейерный способ высокопроизводительный, но на каждой нитке конвейера можно выпускать изделие только одного типоразмера.
4. При вибропрокатном способе процессы получения железобетонного изделия происходят на одной установке непрерывного действия — вибропрокатном стане. Вибропрокатный стан — это конвейер из стальной обрезиненной формующей ленты, движущейся вдоль постов укладки арматуры и бетона, виброуплотнения бетона и контактной тепловой обработки. Вибропрокатным способом получают плиты перекрытий, легкобетонные панели наружных стен, перегородочные панели. Этот способ самый производительный, но переход с выпуска одного вида изделий на другой затруднен, так как связан с переоснасткой стана.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 420; Нарушение авторских прав?; Мы поможем в написании вашей работы!