КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 1
|
|
|
|
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
1.1. Назначение технологической оснастки
Под технологической оснасткой (ГОСТ 3.1109−82) понимают средства технологического оснащения, дополняющие технологическое оборудование, для выполнения определенной части технологического процесса. Станочные приспособления являются одними из основных элементов оснащения металлообрабатывающего производства, позволяющих эффективно использовать в производственном процессе станки общего назначения.
Применение приспособлений позволяет:
− устранить разметку заготовок перед обработкой, повысить ее точность;
− увеличить производительность труда на операции;
− снизить себестоимость продукции;
− облегчить условия работы и обеспечить ее безопасность;
− расширить технологические возможности оборудования;
− организовать многостаночное обслуживание;
− применить технически обоснованные нормы времени и сократить число рабочих, необходимых для выпуска продукции.
В качестве исходных данных конструктор приспособления должен иметь: чертеж заготовки и детали с техническими требованиями их приемки; операционные чертежи на предшествующую и выполняемую операции; операционные карты технологического процесса обработки данной детали. Служебное назначение приспособления – это максимально уточненная и четко сформулированная задача, для решения которой оно предназначено.
1.2. Классификация технологической оснастки
Классификация технологической оснастки имеет большое практическое значение. С помощью классификации решают вопросы типизации, унификации, стандартизации самих приспособлений и их элементов, определяют потребности в приспособлениях по номенклатуре. Она лежит в основе разработки информационно-поисковых систем САПР.
В настоящее время существует целый ряд классификаций. Большинство из существующих классификаций используют фасетную (многоаспектную) систему классификации. В случае фасетной классификации выбирается признак, по которому производят классификацию всей выборки, а таких аспектов может быть великое множество. Общепринятыми в настоящее время можно назвать следующие признаки:
− целевое назначение приспособления
− используемый технологический процесс
− степень механизации и автоматизации
− степень специализации и унификации
Остановимся подробно на каждой из перечисленных классификаций.
I. По целевому назначению приспособления делят на пять групп:
Станочные приспособления используют для установки и закрепления обрабатываемых заготовок на станках. В зависимости от вида механической обработки различают токарные, сверлильные, фрезерные, расточные, шлифовальные и др. Они являются самой многочисленной группой и составляют 70−80 % общего числа приспособлений.
Приспособления для крепления рабочих инструментов — характеризуются большим числом нормализованных конструкций, что объясняется нормализацией и стандартизацией самих рабочих инструментов. Приспособления первой и второй групп являются составными частями технологической системы.
Сборочные приспособления — используют для соединения сопрягаемых деталей и сборочных единиц, крепления базовых деталей (сборочных единиц) собираемого изделия, предварительного деформирования собираемых упругих элементов (пружин, рессор и т. д.), выполнения сборочных операций, требующих приложения больших сил (клепка, вальцовка, запрессовка и т. д.) и др.
Контрольные приспособления — применяют для контроля заготовок, промежуточного и окончательного контроля обрабатываемых деталей, а также для проверки собранных сборочных единиц и машин.
Приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
II. По используемому технологическому процессу:
1. Токарные, сверлильные, расточные, фрезерные и др.
2. Зажимы, установочные и рабочие приспособления
3. Для проверки заготовок деталей и сборочных единиц
4. Для захвата, перемещения, переворота деталей и собираемых изделий
III По степени механизации и автоматизации
1. Ручные
2. Механические
3. Полуавтоматические
4. Автоматические
IV По степени специализации и унификации
1. Универсальные
2. Специализированные
3. Специальные
Рис. 1.1. Схема классификации приспособлений по степени специализации и унификации
Универсальные приспособления (УП) применяют для установки и закрепления заготовок, разных по форме и габаритным размерам, обрабатываемых на различных металлорежущих станках, в единичном и мелкосерийном производствах. К ним относятся различные патроны, машинные тиски, делительные головки и т. д. Характерный пример универсального приспособления приведен на рис. 1.2. Зажимной патрон регулируется по диаметру заготовки. Возможность поворота патрона вокруг горизонтальной оси на заданный угол позволяет существенно расширить номенклатуру зажимаемых заготовок и выполнять их обработку на станке за один установ.
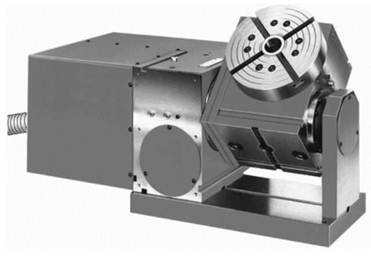
Рис. 1.2. Универсальное приспособление для обработки заготовок различных диаметров под разными углами
Универсальные безналадочные приспособления (УБП) — используют для закрепления заготовок широкой номенклатуры и различной конфигурации. Отличительная черта УБП − неотъемлемая принадлежность станков. Этими приспособлениями станки комплектуются. Без этих приспособлений станки работать не могут. Конструкции УБП стандартизованы (более 40 государственных стандартов). Изготавливаются специализированными предприятиями.
УБП предназначены для единичного и мелкосерийного производства, а при малых коэффициентах загрузки (менее 0,5) одной операцией рентабельны во всех типах производства.
Представители системы УБП: центры и полуцентры, оправки, универсальные тиски, токарные патроны, универсальные патроны, магнитные патроны, универсальные поворотные и делительные столы, головки, цанговые приспособления, плиты, поводковые устройства, стойки кондукторные.
Настройка УБП осуществляется за счет регулирования зажимных элементов оснастки. УБП − обеспечивает базирование только при наличии контроля и выверки при невысоких требованиях по точности и взаимозаменяемости.
УБП − находятся в эксплуатации до полного физического износа. Преимущества УБП: минимальные затраты времени для подготовки к работе и высокая универсальность. Недостаток – обратная сторона универсальности − значительные потери вспомогательного времени.
Универсально-наладочные приспособления (УНП) применяют для установки и закрепления определенной группы схожих по форме заготовок деталей, обрабатываемых на токарных, фрезерных, сверлильных и др. станках. Универсально-наладочные приспособления состоят из двух частей: универсальной (постоянной) и наладочной (сменной). Универсальная часть включает в себя корпус, силовой привод и базовые элементы для установки сменных наладок. Наладочная часть состоит из сменных наладок, изготавливаемых в соответствии с формой и габаритными размерами обрабатываемых деталей. Трудоемкость изготовления сменных наладок УНП на 60−70 % меньше трудоемкости изготовления специальных приспособлений для установки таких же деталей. Универсальную часть УНП используют многократно, что значительно сокращает сроки и стоимость подготовки производства при выпуске новых машин. При смене объекта производства утилизируются только сменные наладки, базовая же часть, не изношенная физически, используется в комплекте с другими наладками для обработки заготовок других деталей. За счет этого достигается значительная экономия металла и других средств. К числу нормализованных приспособлений, на базе которых собирают УНП, относятся машинные тиски, скальчатые кондукторы, пневматические патроны со сменным кулачками, планшайбы с переставными угольниками для растачивания на токарном станке деталей сложной формы и т. д. УНП применяют в серийном производстве; на станках с ЧПУ – в мелкосерийном производстве.
Применение УНП позволяет значительно увеличить оснащенность операций технологического процесса.
Специализированные безналадочные приспособления (СБП) — используют для закрепления заготовок, близких по конструктивно-технологическим признакам, с одинаковыми базовыми поверхностями, требующих одинаковой обработки. При осуществлении однотипных операций на этих приспособлениях необходимо осуществлять регулировку отдельных элементов. К таким приспособлениям относятся: приспособления для групповой обработки деталей типа валиков, втулок, фланцев, дисков, кронштейнов, корпусных деталей и т. п.
Специализированные наладочные приспособления (СНП) состоят из двух частей. Первая часть — базовый агрегат и вторая часть — специальная сменная наладка. Базовый агрегат, как правило, несет основную базовую поверхность, на которую устанавливают специальные сменные наладки под обрабатываемые заготовки. Во многих случаях базовый агрегат имеет одну или несколько вспомогательных базовых поверхностей для установки на них специальных сменных наладок, предназначенных для направления режущего инструмента, механизма зажима заготовки и других деталей и сборочных единиц.
После установки сменной наладки базовый агрегат преобразуется в законченное приспособление для выполнения конкретной операции по изготовлению конкретной детали. Специальная сменная наладка проектируется и изготавливается с учетом специфики конкретной заготовки, при этом учитываются оптимальные условия ее установки в приспособлении. В некоторых конструкциях специализированных наладочных приспособлений переналадка осуществляется не только путем замены специальных сменных наладок, но и путем плавного или ступенчатого регулирования подвижных частей базового агрегата.
 |
Типы и основные размеры СНП определены государственными стандартами. Область применения СНП охватывает все типы серийного производства в условиях групповой обработки заготовок. Специализированное наладочное приспособление для токарной обработки сегментных колец представлено на рис. 1.3. Заготовку 4 собирают с кассетой 3 и вместе с ней устанавливают до упора на опорную поверхность базового элемента 2. Центрирование производится с помощью калибра 5 по втулке 6. Закрепление осуществляется винтом 1 с передачей зажимного усилия через гидравлическую среду на поршень 8 и кулачки 7. Для обработки сегментного кольца другого размера необходимо сменить наладку.
УСП (универсально-сборные) включают приспособления, компонуемые из нормализованных деталей и узлов. Каждая компоновка УСП обладает всеми основными свойствами специального приспособления: предназначена для обработки конкретной детали на определенной операции и обеспечивает базирование заготовки без выверки и требуемую точность. Пример можно увидеть на рис. 1.4. По истечении надобности в таком приспособлении оно разбирается на составные детали и узлы, которые могут быть многократно использованы для компоновки других приспособлений. Отличительной особенностью УСП является крестообразное взаимно-перпендикулярное расположение на сопрягаемых поверхностях Т-образных и шпоночных пазов. Основные детали и сборочные единицы, из которых компонуются УСП условно подразделяются на семь групп:
1) базовые детали (плиты прямоугольные и круглые, угольники);
2) корпусные детали (опоры, призмы, подкладки и т. д.);
3) установочные детали (шпонки, штыри, пальцы и т. д.);
4) прижимные детали (прихваты, планки);
5) крепежные детали (болты, шпильки, винты и т. д.);
6) разные детали (ушки, вилки, хомутики, оси, рукоятки и т. д.);
7) сборочные единицы (поворотные головки, кронштейны, центровые бабки и др.).
Основой комплекта являются гидравлические блоки. Конструктивно они выполнены в виде прямоугольных плит УСП, в корпус которых встроены гидроцилиндры двустороннего действия. Компоновки механизированных приспособлений, собранные на их базе, обладают важным достоинством по сравнению с компоновками, механизация которых осуществляется с помощью отдельно стоящих гидрофицированных прижимов.
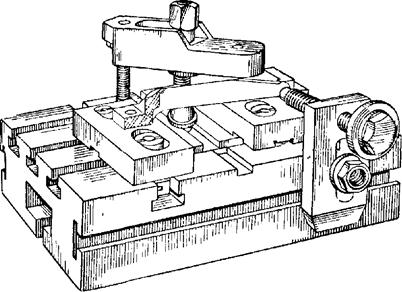
Рис. 1.4. Универсально-сборное приспособление
В связи с возможностью выполнения сборочных процессов без использования специальной документации, отпадает необходимость в проектировании, изготовлении деталей, что позволяет обходиться без проектно-конструкторского подразделения и вспомогательного производства по изготовлению оснастки.
Изготовление приспособления из деталей УСП включает в себя:
1. разработку схемы сборки приспособления в соответствии с видом технологической операции обработки детали и станка;
2. сборку приспособления из нормализованных деталей;
3. использование собранного приспособления для изготовления детали на соответствующем станке;
4. разборку приспособления;
5. раскладку деталей УСП для хранения.
Главное преимущество УСП − возможность повышения технологической оснащенности производства, повышение производительности и обеспечение производства специальной ТО в кратчайшие сроки. Быстрота агрегатирования обеспечивается за счет: универсальности конструкций, высокой точности и взаимозаменяемости элементов. Технически и экономически обоснованный уровень оснащенности производства обеспечивается с наименьшими затратами. Он может быть увеличен в 10−15 раз по сравнению с уровнем оснащенности при использовании НСП.
Цикл сборки УСП в 40 − 50 раз (по времени) и 10−15 раз (по трудоемкости) меньше цикла изготовления специальной оснастки. Достижимая точность обработки в УСП − 7−8 квалитет.
Затраты на оснащение УСП резко возрастают при увеличении периода запуска и продолжительности времени нахождения изделия в производстве. Поэтому УСП эффективна и рекомендуется в единичном и мелкосерийном производстве, небольшой трудоемкости при незначительном числе запусков. При использовании вместо ручных зажимов гидро- или пневмозажимов УСП можно применять и в крупносерийном производстве. На станках с ЧПУ УСП применяются в единичном и мелкосерийном производстве.
Большая часть оснастки УСП приходится на долю сверлильных станков (60 %) и 30 % − фрезерных, 7 % − токарных, 3 % − остальных.
Комплект из 15...25 тыс. элементов позволяет собрать 200−250 станочных приспособлений одновременно. Минимальный комплект из 1200 − 2600 элементов, из него в течении года позволяет собрать 200 − 300 приспособлений.
Изготавливаются 3 серии УСП, характеризующихся габаритными размерами деталей и сборочных единиц, шириной крепежных и шпоночных пазов, расстояниями между осями, диаметром установочных отверстий. Серия определяется по ширине шпоночного паза или по диаметру крепежных элементов (серия 8, 12, 16мм). УСП с пазами 8 мм (УСП−8) для заготовок массой до 5 кг, УСП−12 − до 60 кг, УСП−16 − до 3000 кг.
Срок использования комплекта деталей и узлов УСП примерно 25 лет.
Сборно-разборные приспособления (СРП) — являются разновидностью оснастки многократного применения. В СРП элементом фиксации является цилиндрический палец и точное отверстие (в УСП фиксация деталей осуществляется системой «шпонка − точный паз»). Этот способ фиксации имеет ряд эксплуатационных и технологических преимуществ: точностные параметры компоновки приспособления более высокие и эти параметры сохраняются в процессе эксплуатации; крупногабаритные компоновки приспособлений можно создавать на монолитной плите, что обеспечивает повышенную жесткость системы, позволяющую работать на более высоких режимах обработки.
Технологическим достоинством фиксации «палец — точное отверстие» является возможность изготовления крупногабаритных базовых деталей и сборочных единиц (плит, угольников и т. д.).
В СРП предусмотрен как традиционный способ базирования обрабатываемых заготовок на заранее изготовленные и поставляемые заводу-потребителю детали, так и способ базирования с помощью специальных сменных наладок. Специальная сменная наладка имеет подготовленные поверхности для установки обрабатываемой заготовки в компоновке приспособления.
К группе базовых сборочных единиц для компоновки СРП относятся прямоугольные и круглые плиты как механизированные, так и немеханизированные, различные типы угольников. Прямоугольные немеханизированные плиты представляют собой прямую призму. На верхней поверхности призмы имеется сетка координатно-фиксирующих отверстий, точность которых соответствует 7-му квалитету. Отверстия предназначены для фиксации на плите специальных сменных наладок, установочно-крепежных и др. элементов или обрабатываемых заготовок. Кроме того, они могут быть использованы в качестве «нулевой точки» при установке приспособления на станке с ЧПУ.
Для крепления сменных наладок, установочно-крепежных и других элементов СРП или обрабатываемых заготовок на верхней поверхности предусмотрены продольно-направленные Т-образные пазы. Для повышения общей жесткости плиты пазы выполнены только в одном направлении.
Компоновки механизированных приспособлений СРП на базе прямоугольных плит с гидравлическим приводом имеют некоторые преимущества перед компоновками аналогичных приспособлений на базе немеханизированных прямоугольных плит — шланги не выступают над рабочей поверхностью плиты. Это облегчает установку заготовок и съем обработанных деталей, а также уборку стружки.
Из деталей и сборочных единиц СРП разработаны два специализированных комплекта — первый комплект предназначен для оснащения сверлильных и фрезерных станков с программным управлением, второй — для многооперационных и расточных станков с ЧПУ.
СРП, несмотря на определенное сходство с УСП, существенно отличаются от них. Так, СРП собирают обычно на период выпуска определенного изделия. После обработки партии заготовок приспособление снимают со станка и хранят до запуска в обработку новой партии, разбирают его только при смене объекта производства. Поэтому требования к износостойкости сборочных единиц и деталей этой системы значительно ниже, чем к износостойкости детали УСП. Для их изготовления применяют более дешевые материалы. Так, плиты, угольники, губки, подставки выполняют из чугуна ВЧ 50-2 или сталей 45 и 20.
Если детали СРП дорабатывают при сборке, то в плитах, планшайбах угольниках разрешается делать крепежные и базовые отверстия, проводить обработку базовых и рабочих поверхностей.
Специальные приспособления представляют собой непереналаживаемые приспособления, предназначенные для определенной технологической операции: обработки конкретной заготовки или соединения деталей при сборке.
Специальные приспособления используют в массовом и крупносерийном производстве. В среднесерийном производстве применяют групповые СП для единовременной обработки группы заготовок или сборки узлов разного типоразмера. Специальные приспособления трудоемкие и дорогие в изготовлении, так как их получают методами единичного производства. Кроме того, при смене объекта производства их, как правило, приходится списывать независимо от степени их физического износа. Трудоемкость их изготовления достигает 80 % длительности цикла технологической подготовки производства. Для повышения производительности нередко СП частично или полностью автоматизируют. В качестве примера на рис. 1.5. показано гидрофицированное приспособление для обработки шатунов.
 |
Рис. 1.5. Специальное приспособление обработки шатунов
Таблица 1
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 3543; Нарушение авторских прав?; Мы поможем в написании вашей работы!