КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Установочные элементы
|
|
|
|
Элементы и механизмы приспособлений
На
1. Универсальные - предназначенные для оснащения производства
разнородных деталей в пределах определённого диапазона
габаритных размеров.
Например: машинные тиски, универсальные патроны, поворотные столы, делительные головки, центры и т.п.
2. Специализированные - предназначенные для оснащения производства деталей определённого типа или типовых операций, по деталям нескольких родственных типов.
3. Специальные - предназначенные для оснащения производства одной конкретной детали.
В условиях мелкосерийного и серийного производства особую роль приобретают универсально - сборочные приспособления.(УСП). С их помощью можно обеспечить высокую точность обработки. Элементы УСП нормализованы и входят в состав нормалей машиностроения
В условиях серийного производства используется система УНП -универсально - наладочные приспособления. Эта система основана на использовании сменных установочных и направляющих элементов (узлов). Установочные элементы допускают регулирование в целях наладки для обработки заготовок различного типа и размеров. При запуске новой партии деталей УНП не снимают со станка, а лишь переставляют сменные элементы или устанавливают регулируемые упоры.В результате сокращается подготовительно-заключительное время и улучшается использование станочного оборудования во времени. УНП - состоит из двух частей универсальной и наладочной.
Станочные приспособления состоят из следующих основных элементов и механизмов.
1. Установочные или опорные элементы - они служат для установки и центрирования заготовок относительно режущего инструмента. К их числу относятся: опорные пластики, грибковые опоры, самоустанавливаюсиеся и подводные опоры, центры, призмы, установочные пальцы и др.
2. Зажимные элементы - служат для непосредственного закрепления заготовок. К ним относятся: прихваты, планки, кулачки, эксцентрики, цанги, плунжерные зажимы.
3. Механизмы приводов - они бывают механическими, гидравлическими
пневмотическими, пневмогидравлическими, вакуумными и другими.
4. Элементы для определения положения и направления режущего инстру
мента - установы, габариты, кондукторные втулки.
5. Вспомогательные механизмы приспособлений - подъёмники, делительные устройства, фиксаторы.
6. Корпуса приспособлений.
Требования предъявляемые к установочным элементам: 1. Длительное сохранение точности и взаимного расположения
поверхностей. 2 Они должны быть экономически выгодными то есть дёшевы в ремонте.
3. Не допускается использование сырого (не термообработанного) корпуса в приспособлении в качестве установочных опор.
4. Повышенная износостойкость. Материалом для изготовления установочных элементов служат стали У7А, 2 ОХ,.с последующей цементацией на глубину 0,8—1,2 мм и закалкой до твёрдости 50—55 ед Основанием для выбора материала служит диаметр опоры.Для удлинения срока службы корпусов приспособлений опоры делают легкосъёмными. Опоры в количестве 6 шт. устанавливаются на максимальном расстоянии друг от друга.
В качестве установочных элементов применяются:
1. опорные штыри;
2. пластины;
3 установочные пальцы; 4. призмы и др. Установочные элементы подразделяются на основные и дополнительные. Дополнительные элементы вводятся в действие лишь после того когда деталь заняла определённое положение на основных опорах.
Основные опоры В качестве основных опор применяются опорные штыри с плоской, сферической и насечённой головками.
С плоской поверхностью головка
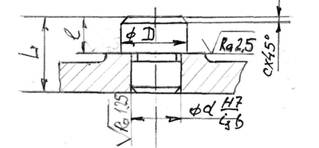
 Приведенный выше штырь применяется для установки небольших деталей с обработанными поверхностями.
Приведенный выше штырь применяется для установки небольших деталей с обработанными поверхностями.
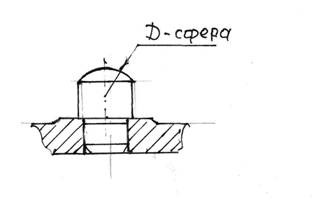
С сферической поверхностью
Посадочные размеры теже.
Посадочные размеры теже. Эти штыри применяются для установки небольших и узких деталей С насечёнными головками
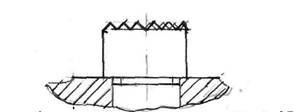
Штыри с насечёнными головками применяются для установки заготовки по необработанным поверхностям.
Круглые штыри обеспечивают правильное положение обрабатываемых поверхностей относительно режущего инструмента даже при неровных установочных поверхностях.
Недостатки штырей:
1. Возможно повреждение заготовки при больших усилиях зажима.
Зажим должен осуществляться только на опоры или строго между двумя
опорами.
2. Возможность осадки заготовки из-за наличия контактных дефектов в
местах касания опор с установочной поверхностью.
Предельные диаметры стандартных штырей d = 3 -24мм, диаметр головок
D = 5_ 40мм, высота низких головок 1 = 2—20мм, высоких 1 = 5—40мм, общая
длина штырей с низким головками L = 6—50мм, с высокими L = 9—70мм.
Штыри в корпус приспособления устанавливаются по квалитету I v 6.
Опорные площадки в корпусе под головки штырей должны слегка выступать и обрабатываться одновременно, чем обеспечивается расположение штырей в одной плоскости. Штыри с плоской головкой после их запрессовки также шлифуются одновременно, в связи с чем у этих штырей по размеру 1 оставляют припуск 0,2—0,3мм на шлифование после сборки.
При интенсивной эксплуатации приспособления, когда штыри быстро изнашиваются в отверстие корпуса запрессовывают стальную закалённую втулку.
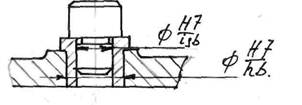
Торцы втулок одновременно шлифуются обеспечивая необходимую плоскостность, а высоту £ головок штырей выполняют с отклонением по h6 или h5, таким образом обеспечивается взаимозаменяемость штырей при которой от-
подает необходимость шлифовать их установочные поверхности при сборке и сокращается время на ремонт приспособления. В отверстия втулок штыри устанавливаются по посадкам или
или
Опорные пластины Для установки больших деталей применяются опорные. В машиностроении применяются два вида опорных пластин.
1) без пазов,
2)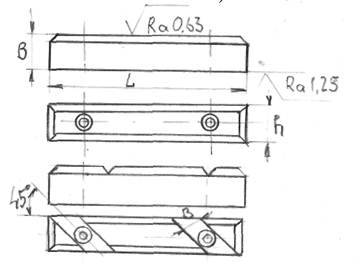 с косыми пазами.
с косыми пазами.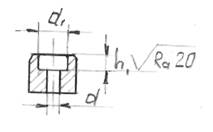
Размеры стандартных пластин: ширина В = 12—35мм; длина L = 40—210мм; высотаН = 8—25мм; h=4—13мм; h1 = 0,8—Змм, b =9—22мм;
d= 6—13мм; d1=8,5—20мм.
Пластины закрепляются двумя или тремя винтами; предельные размеры винтов от М6 до M12мм.
Пластины без пазов устанавливаются на вертикальных стенках корпуса. При установки на горизонтальных стенках возможно попадание стружки в отверстие под винты, а следовательно и погрешность установки.
Пластины с косыми пазами устанавливаются на горизонтальных поверхностях приспособлений. При такой конструкции пластин стружка, сдвигается при установке перемещаемой детали, легко попадает в углубления (косые пазы) пластин и не нарушает контакта заготовки с пластиной.
Пластины как и штыри, закрепляются на выступающих площадках корпуса, при наличие нескольких площадок в одной плоскости они обрабатываются совместно.
Количество опор и их расположение выбираются в соответствии со схемами базирования. Во всех случаях при конструировании приспособлений необходимо обеспечивать условия для лёгкого удаления стружки с установочных поверхностей.
Вспомогательные опоры. Эти опоры применяются дополнительно к основным, когда необходимо повысить жёсткость и устойчивость устанавливаемой заготовки. Конструкции вспомогательных опор и их деталей нормализованы. Вспомогательная опора
подводится в соприкосновение с заготовкой после её установки на основных
опорах, а затем фиксируются.
При механизации и автоматизации приспособлений вспомогательные опоры управляются с помощью пневмо или гидропривода.В ряде случаев опоры и зажимы последовательно срабатывают от одного привода.
Домкрат -регулируемая опора

Винтовой домкрат с отверстием Эти домкраты применяются при обработке деталей имеющих отверстие
для выхода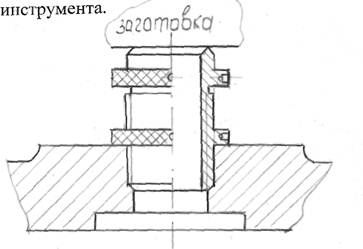
Самоустанавливающиеся опоры
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 2949; Нарушение авторских прав?; Мы поможем в написании вашей работы!