КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы контроля размеров, формы и взаимного расположения поверхностей деталей
|
|
|
|
Классификация дефектов деталей
Дефект — это каждое отдельное несоответствие продукции требованиям нормативной документации.
По последствиям дефекты подразделяют на критические, значительные и малозначительные. Критический дефект — это дефект, при котором использование продукции по назначению практически невозможно или исключается в соответствии с требованиями техники безопасности. Значительный дефект — это дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим. Малозначительный дефект — это дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность.
По месту расположения все дефекты подразделяют на наружные и внутренние. Наружные дефекты, такие как деформация, поломки, изменение геометрической формы и размеров, легко выявляют визуально или в результате несложных измерений. Внутренние дефекты, такие как усталостные трещины, трещины термической усталости и т. п., выявляют различными методами структуроскопии деталей. К методам структуроскопии относят магнитодефектоскопию, рентгеноскопию, ультразвуковую дефектоскопию и другие методы. Таким образом, в процессе структуроскопии деталей выполняется комплекс работ, состоящий в выявлении и характеристике дефектов, имеющихся в деталях.
Дефекты по возможности исправления классифицируют на исправимые и неисправимые. Исправимые дефекты — это дефекты, устранение которых технически возможно и экономически целесообразно. К ним относят такие дефекты, как деформации, вмятины, обломы, износ поверхностей, задиры и другие дефекты, не ведущие к полной утрате работоспособности детали. Неисправимые дефекты — это дефекты, устранение которых технически невозможно или экономически нецелесообразно.
По причинам возникновения дефекты подразделяют на три класса: конструктивные, производственные, эксплуатационные.
Конструктивные дефекты — это дефекты, выражающиеся в несоответствий требованиям технологического задания или установленных правил разработки (модернизации) продукции. Причины таких дефектов могут быть весьма различны: ошибочный выбор материала изделия, неверное определение,размеров деталей, режима термической обработки и т. д. Эти дефекты являются следствием несовершенства конструкции и ошибок конструирования.
Производственные дефекты — это дефекты, выражающиеся в несоответствии требованиям нормативной документации на изготовление (ремонт) или поставку продукции. Такого рода дефекты возникают, в результате нарушения технологического процесса при изготовлении или восстановлении деталей.
Производственные дефекты подразделяют на шесть групп.
Первая группа — дефекты плавления и литья. К ним относятся: отклонения химического состава от заданного, ликвация, газовые поры, земляные и шлаковые включения, усадочные раковины, спаи, горячие и холодные трещины и др.
Вторая группа — дефекты, возникающие при обработке давлением. К ним относятся: поверхностные и внутренние трещины, разрывы, риски, волосовины, закаты, плены, расслоения, флокены, зажимы и т. д.
Третья группа — дефекты термической, химико-термической и электрохимической обработки. В эту группу входят: термические трещины, обезуглероживание, науглероживание, водородные трещины, перегрев, пережог, трещины отслаивания и др.
Четвертая группа — дефекты механической обработки. К этой группе относятся: отделочные трещины, прижоги, шлифовочные трещины, нарушение герметических размеров.
Пятая группа — дефекты, возникающие при правке, монтаже и демонтаже. К ним относятся: рихтовочные и монтажные трещины, погнутость, обломы резьбы, нарушение посадок.
Шестая группа — дефекты соединения металлов сваркой и наплавкой. В эту группу входят: раковины, поры, шлаковые включения, перегрев, изменение размеров зерна, горячие и холодные трещины, непровар, неполное заполнение шва, нахлест, смещение кромок шва, непропаивание, непроклеивание, отслоение и др.
Эксплуатационные дефекты — это дефекты, которые возникают в результате износа, усталости, коррозии и неправильной эксплуатации. В процессе эксплуатации наибольший процент отказов возникает в результате изнашивания деталей. Изнашивание — это процесс постепенного изменения размеров и формы тела при трении, проявляющийся в отделении с поверхности трения материала и в его остаточной деформации. Изнашивание деталей зависит от ряда факторов, в частности от условий трения. В зависимости от наличия между трущимися телами смазки различают сухое, граничное и жидкостное трение.
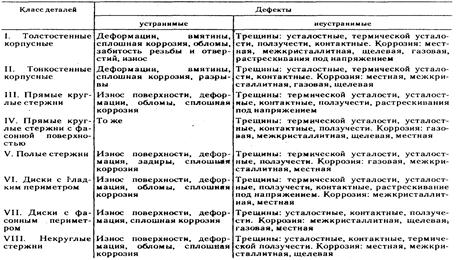
Учитывая, что каждому классу деталей присущи конструктивные особенности и определенные условия эксплуатации, можно ориентировочно установить характерные дефекты деталей каждого класса. В табл. 2.1 приведены примеры вышеуказанной классификации.
Таблица 2.1. Характерные дефекты деталей различных классов
Нормативно-техническая, конструкторская, технологическая, эксплуатационная и ремонтная документация стандартизована и является единой для всех предприятий и организаций независимо от их подчиненности и принадлежности к отрасли. Это — "Единая система конструкторской документации" (ЕСКД), "Единая система технологической документации" (ЕСТД), "Единая система технологической подготовки производства" (ЕСТПП).
Стандартизованные документы на проведение технического контроля предусматривают порядок составления операционных карт технического контроля и ведомостей операционного контроля.
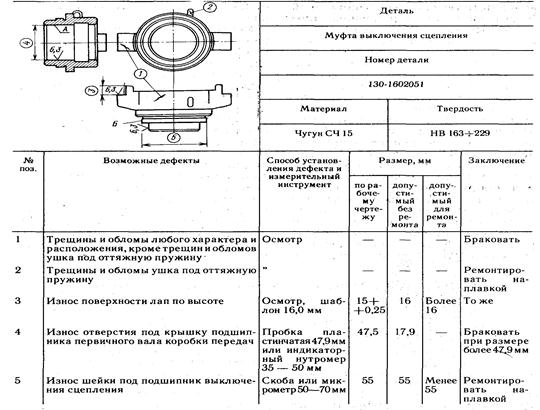
Технические условия (ТУ) на контроль и сортировку деталей в условиях авторемонтного производства разрабатываются на основании анализа условий работы детали, физико-механических свойств, перечня возможных дефектов и др. Они составляются в виде карт (табл. 2.2), которые по каждой детали в отдельности содержат следующую информацию: наименование детали и номер по каталогу, перечень дефектов, способы их выявления и рекомендуемые способы устранения, эскиз с указанием мест расположения дефектов, размеры детали, материал, твердость.
Таблица 2.2.Карта дефектации
Средства и методы контроля. Состояние деталей и сопряжений можно определить осмотром, проверкой на ощупь, при помощи мерительных инструментов и другими методами.
В процессе осмотра выявляют разрушение детали (трещины, выкрашивание поверхностей, изломы: и т. п.), наличие отложений (накипь, нагар и т. п.), течь воды, масла, топлива: Проверкой на ощупь определяют износ и смятие ниток резьбы на деталях в результате предварительной затяжки, эластичность сальников, наличие задиров, царапин и др. Отклонения сопряжений от заданного зазора или натяга деталей от заданного размера, от плоскостности, формы, профиля и т. д. определяют при помощи измерительных инструментов.
Выбор средств контроля должен основываться на обеспечении заданных показателей процесса контроля и анализа затрат на реализацию контроля при заданном качестве изделия. При выборе средств контроля следует использовать эффективные для конкретных условий средства контроля, регламентированные государственными, отраслевыми стандартами и стандартами предприятий.
Выбор средств контроля включает следующие этапы:
- анализ характеристик объекта контроля и показателей процесса контроля;
- определение предварительного состава средств контроля;
- определение окончательного состава средств контроля, их экономического, обоснования, составление технологической документации.
В зависимости от производственной программы, стабильности измеряемых параметров могут быть использованы универсальные, механизированные или автоматические средства контроля. При ремонте наибольшее распространение получили универсальные измерительные приборы и инструменты. По принципу действия они могут быть разделены на следующие виды.
1. Механические приборы — линейки, штангенциркули, пружинные приборы, микрометрические и т. п. Как правило, механические приборы и инструменты отличаются простотой, высокой надежностью измерений, однако имеют сравнительно невысокую точность и производительность контроля. При измерениях необходимо соблюдать принцип Аббе (компараторный принцип), согласно которому необходимо, чтобы на одной прямой линии располагались ось шкалы прибора и контролируемый размер проверяемой детали, т. е. линия измерения должна являться продолжением линии шкалы. Если этот принцип не выдерживается, то перекос и непараллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
2. Оптические приборы — окулярные микрометры, измерительные микроскопы, коллимационные и пружинно-оптические приборы, проекторы, интерференционные средства и т. д. При помощи оптических приборов достигается наивысшая точность измерений. Однако приборы этого вида сложны, их настройка и измерение требуют больших затрат времени, они дороги и часто не обладают высокой надежностью и долговечностью.
3. Пневматические приборы — длинномеры. Этот вид приборов используется в основном для измерений наружных и внутренних размеров, отклонений формы поверхностей (в том числе внутренних), конусов и т. п. Пневматические приборы имеют высокую точность и быстродействие. Ряд измерительных задач, например точные измерения в отверстиях малого диаметра, решается только приборами пневматического типа. Однако приборы этого вида чаще всего требуют индивидуальной тарировки шкалы с использованием эталонов.
4. Электрические приборы. Они получают все большее распространение в автоматической контрольно-измерительной аппаратуре. Перспективность приборов обусловлена, их быстродействием, возможностью документирования результатов измерений, удобством управления.
Основным элементом электрических измерительных приборов является измерительный преобразователь (датчик), воспринимающий измеряемую величину и вырабатывающий сигнал измерительной информации в форме, удобной для передачи, преобразования и интерпретации. Преобразователи классифицируют на электроконтактные, электроконтактные шкальные головки, пневмоэлектроконтактные, фотоэлектрические, индуктивные, емкостные, радиоизотопные, механотронные.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 4086; Нарушение авторских прав?; Мы поможем в написании вашей работы!