КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Импедансный метод
|
|
|
|
Аппаратура для контроля. Метод основан на различии механических импедансов бездефектного и дефектного участков изделия, определяемых в точке ввода колебаний. Механическим импедансом 2. называется отношение возмущающей силы Fквызываемой ею колебательной скорости  частиц среды в точке приложения силы:
частиц среды в точке приложения силы:  При возбуждении изгибных колебаний в Конструкции последняя колеблется как единое целое, и механический импеданс будет иметь максимальное значение. При нарушении сплошности конструкции механический импеданс будет существенно меньше. Этот эффект и используется в дефектоскопии.
При возбуждении изгибных колебаний в Конструкции последняя колеблется как единое целое, и механический импеданс будет иметь максимальное значение. При нарушении сплошности конструкции механический импеданс будет существенно меньше. Этот эффект и используется в дефектоскопии.
Импедансный метод подразделяют на амплитудный и фазовый. При амплитудном методе регистрируется уменьшение уровня сигнала на измерительном пьезоэлементе датчика. При фазовом методе дефект фиксируется по изменению фазы силы реакции изделия на датчик. Метод применяется для контроля клеевых соединений обшивки и готовых конструкций. Чувствительность импедансного метода зависит от конкретных условий его применения (увеличение шероховатости и кривизны поверхности изделия приводят к снижению чувствительности метода).
В практике большее распространение получил контроль амплитудным импедансным методом. Однако при контроле готовых панелей с мелкими и средними ячейками заполнителя (сторона ячейки 2,5 — 4 мм) и средним и толщинами обшивок (0,4 — 0,6 мм для алюминиевых сплавов) целесообразно использовать фазовый метод.
Для успешного применения импедансного метода необходимо, чтобы отношение импеданса всей конструкции к импедансу отделенного дефектом слоя было достаточно большим. При склеивании двух слоев из одинакового материала контроль соединения оказывается возможным в том случае, если эти слои имеют разную толщину и проверка выполняется со стороны более тонкого слоя. Контроль соединений однородных слоев одинаковой толщины (например, двух металлических листов) импедансным методом обычно невозможен. Для контроля этим методом необходим свободный доступ к контролируемой поверхности.
В табл. 2.11 приведены характерные случаи практики контроля акустическим импедансным методом дефектоскопом ИАД-3. Для контроля могут быть использованы дефектоскопы типа ИАД-3, ИАД-2 или АД-40И. Дефектоскоп ИАД-3 в отличие от дефектоскопа ИАД-2 имеет дополнительный фазовый канал, что позволяет использовать его для контроля не только амплитудным, но и фазовым импедансным методом (табл. 2.12).
Основы методики контроля. Для выбора оптимальных режимов контроля и определения чувствительности метода необходимы контрольные образцы с искусственными или естественными дефектами различных размеров. Эти образцы должны иметь те же основные параметры (толщину и материал обшивки соединенных с ней элементов, размер сотовой ячейки и т. д.), что и контролируемое изделие. Длина и ширина образцов могут быть меньше, чем соответствующие размеры изделий. При контроле датчик перемещают по поверхности изделия, наблюдая за находящейся в датчике сигнальной лампочкой. В процессе контроля необходимо следить, чтобы ось датчика не отклонялась от перпендикулярного положения более чем на 10°.
Таблица 2.11. Характерные случаи контроля дефектоскопом И АД-3
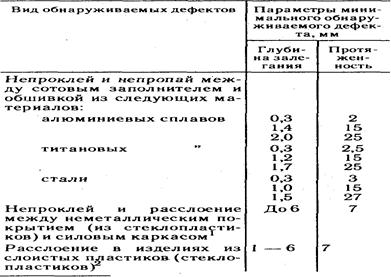
Лакокрасочные и другие тонкие покрытия этим методом обычно контролировать нельзя.
2При контроле одной стороны дефекты выявляются на глубине 0,5 от толщины изделия.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1013; Нарушение авторских прав?; Мы поможем в написании вашей работы!