КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Хромирование деталей
|
|
|
|
Важным направлением использования гальванических покрытий при упрочнении и восстановлении деталей автомобилей и другой техники является электролитическое хромирование.
Упрочнению хромированием в процессе изготовления подвергаются 40 — 50 наименований деталей грузовых автомобилей с общей площадью покрытия 0,4 — 0,6 м2 и 200 — 300 наименований деталей легковых автомобилей с общей площадью покрытий хрома 1,8 — 2,2 м2. Еще большее число деталей может быть восстановлено хромированием. По грузовым автомобилям, число деталей составляет 60 — 80 шт., площадь покрытия —0,8—1,5 м2; по легковым соответственно 300— 350 шт. и 2,3— 2,6 ма.
 В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:
В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:
Электролитический хром — твердый, хрупкий металл, серебристо-стального цвета с синеватым оттенком, обладающим высокой износостойкостью и жаростойкостью. Гладкий хром имеет плохую смачиваемость. Электролитические осадки хрома характеризуются высокими внутренними напряжениями и значительной пористостью.
Существует износостойкое и защитно-декоративное хромирование. Износостойкое хромирование применяют для восстановления изношенной поверхности деталей и покрытия инструмента для повышения их сопротивления износу. Защитно-декоративное хромирование применяют для защиты изделий от коррозии и придания им красивого внешнего вида. Как антикоррозионное и декоративное покрытие хром используется обычно с подслоем меди и никеля.
Внешний вид, структура и механические свойства электролитического хрома изменяются в очень широких пределах в зависимости от условий электролиза, состава и температуры электролита, плотности тока. При неизменном составе электролита можно, изменяя плотность тока и температуру, пол учить три различных вида осадков: блестящий, молочный и матовый (серый) (рис. 10.6).
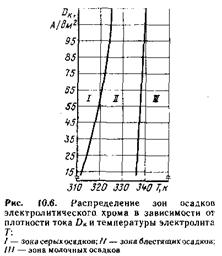 Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2,5 МПа и смазке 40 — 55 МПа.
Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2,5 МПа и смазке 40 — 55 МПа.
Из блестящего осадка износостойкого хрома анодным травлением
можно получить пористый хром, который используется для деталей, работающих в условиях недостатка смазки. Анодное травление осуществляется в хромовом электролите при плотности тока 30 — 40 А/дм2.
Молочные осадки получают при температуре 333 К и выше и сравнительно невысоких плотностях тока — 25 — 35 А/дм2. Они характеризуются твердостью 2500 — 7500 МПа, хорошей смачиваемостью и значительной вязкостью по сравнению с блестящими осадками, отсутствием сетки в тонких слоях, рекомендуются для наращивания деталей, работающих при средних удельных давлениях порядка 8—10МПа, и как антикоррозионное покрытие.
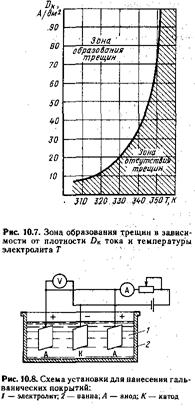 Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7).
Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7).
Все виды износостойкого хрома можно получить в одном универсальном электролите состава: хромовый ангидрид СгО3 250 кг/м3; серная кислота Н2SО4 2,5 кг/м3, но режимы не одинаковы.
Для защитно-декоративных осадков хрома режим получения покрытия следующий: плотность тока — 7 — 30 А/дм2; температура электролита— 303 —318 К Декоративный хром наносят на подслои меди, никеля.
Схема установки для хромирования деталей показана на рис. 10.8. В отличие от меднения, никелирования, железнения, цинкования, применяемых при ремонте, при хромировании аноды изготовляют из свинца, т. е. труднорастворимого металла. Электролит представляет собой раствор двух сильных кислот — хромовой и серной, которые растворили бы аноды, если бы они были изготовлены из металлического хрома.
 Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.
Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.
Кроме универсального электролита, существует целый ряд других составов электролитов - саморегулирующийся, тетрахроматный и др.
Саморегулирующийся электролит обладает свойством автоматического поддержания постоянства отношения количества хромового ангидрида к аниону SО42-, результате чего отпадает необходимость в его частых корректировках. Применяется следующий состав электролита, кг/м3: хромовый ангидрид СrO3— 200 — 300; сульфат стронция CrSO4 — 6,5— 8,5; кремнефторид калия K2SiF6 — 18— 20.
Режим хромирования: плотность тока — 50—100 А/дм2, температура — 323 — 343 К. Наряду с автоматическим корректированием состава, использование саморегулирующегося электролита позволяет повысить износостойкость покрытия и производительность процесса в результате более высокого выхода хрома потоку (18 — 20 %), расширить зону получения блестящих осадков, повысить рассеивающую способность электролита.
Тетрахроматный электролит позволяет вести процесс при комнатной температуре. Состав электролита (кг/м2): хромовый ангидрид СrО3 — 350 — 400; серная кислота Н2SО4 — 2,0 — 2,5; едкий натр NаОН — 40 — 60; сахар или глюкоза — 1 — 3. Режим хромирования: плотность тока — 60 — 80 А/дм2; температура — 291 — 295 К; выход хрома по току — 28-30%.
Хром, полученный из тетрахроматного электролита, не имеет пор, обладает низкой твердостью и хорошо прирабатывается.
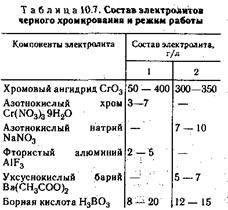
Для деталей, поверхность которых должна обладать низким коэффициентом отражения света, применяется черное хромирование. В связи с низкой коррозионной стойкостью черного хрома на детали предварительно наносят слой никеля или хрома требуемой толщины, после чего помещают их в электролит для черного хромирования. Используемые для этой цели электролиты не должны содержать серной кислоты. Рекомендованный состав электролита приведен в табл. 10.7.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 873; Нарушение авторских прав?; Мы поможем в написании вашей работы!