КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности разработки технологических процессов
|
|
|
|
Восстановление деталей автомобилей гальваническими покрытиями имеет ряд характерных особенностей, заключающихся в отсутствии температурного воздействия на деталь, значительных по трудоемкости подготовительных операций, необходимости строгого выдерживания режимов электролиза и др. Рассмотрим особенности технологии на примере восстановления нижней головки шатуна.
В зависимости от сочетаний дефектов и применяемых способов их устранения шатуны можно восстанавливать по нескольким маршрутам, показанным на рис. 10.22.
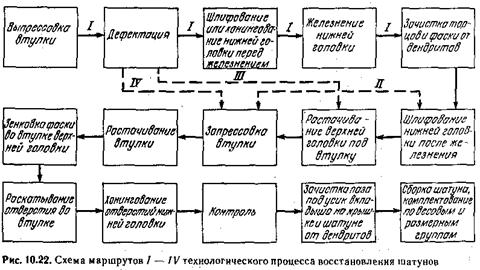 Восстановление нижней головки шатуна железнением осуществляют в такой последовательности: предварительная механическая обработка, электрохимическая обработка, нанесение покрытия требуемой толщины, механическая обработка до номинального размера.
Восстановление нижней головки шатуна железнением осуществляют в такой последовательности: предварительная механическая обработка, электрохимическая обработка, нанесение покрытия требуемой толщины, механическая обработка до номинального размера.
Вид предварительной механической обработки зависит от износа отверстия нижней головки шатуна. При износе более 0,1 мм выполняется шлифование "как чисто" на внутри-шлифовальном станке ЗА228. Режим шлифования: частота вращении детали —70 мин"1; подача —0,02 мм/дв.х; число проходов — 15; глубина обработки — 0,13 — 0,15 мм.
Если износ не превышает 0,1 мм, нижние головки шатунов перед железнением хонингуют на вертикально-хонинговальном станке ЗГ-833 специальными головками с алмазными брусками АСМ 40/28. Режим хонингования: частота вращения шпинделя станка — 160 мин -1, подача — 0,02 мм, число двойных ходов — 10; глубина обработки — 0,02 мм.
После предварительной механической обработки шатуны монтируют на подвесочное приспособление и обезжиривают в течение 3 — 5 мин в растворе следующего состава, г/л: углекислый натрий — 25 — 30; едкий натр — 30 — 50; тринатрийфосфат — 10 — 15; жидкое стекло — 5 — 10. Температура раствора — 50 — 70 °С; плотность тока 5 — 10 А/дм2. После обезжиривания детали промывают в горячей (70 — 75 °С), а затем в холодной воде.
Электрохимическая обработка заключается в анодном травлении в течение 0,5 — 1 мин при температуре 18 — 25 "С и плотности тока 70 — 80 А/дм2 в растворе, содержащем следующие компоненты, г/л: серную кислоту — 360 — 400 и сернокислое железо — 20 — 30.
Для железнения нижних головок шатунов используют следующий электролит, г/л: двухлористое железо — 200 — 250; хлористый марганец — 30 — 50; соляную кислоту — 1,0— 1,5. Температура электролита — 65 — 80 °С; плотность тока — 15 — 20 А/дм2. Продолжительность процесса зависит от износа. Шатуны загружают в ванну и прогревают без тока в течение 0,5— 1,0 мин. Затем включают электрический ток и в течение 5 — 10 мин наносят покрытие при плотности тока 2 — 3 А/дм, после чего в продолжение 15 — 20 мин повышают плотность тока до требуемого значении и наносят покрытие необходимой толщины.
После железнения шатуны промывают в горячей воде и пассивируют в течение I — 2 мин в следующем растворе, г/л: азотнокислый натрий — 50 и технический уротропин — 30. Температура раствора — 60— 70 "С. Затем шатуны опять промывают в горячей воде.
Для удаления дендритов на вертикально-сверлильном станке 2А135 шлифовальным кругом проводят зачистку торцов, а фрезой — зачистку фасок шатуна. Шлифование и хонингование отверстия нижней головки шатуна после нанесения покрытия выполняют на том же оборудовании при тех же режимах, что и предварительную обработку.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 414; Нарушение авторских прав?; Мы поможем в написании вашей работы!