КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Восстановление герметичности деталей
|
|
|
|
Требования надежной и безотказной работы агрегатов и машин связаны с обеспечением высокой степени их герметичности.
Одним из существенных недостатков литых деталей, а также сварных и паяных швов является наличие в них пор и трещин, т. е. отсутствие герметичности. Доработка деталей механической разделкой, подваркой и перепайкой мест разгерметизации не всегда приводит к положительным результатам. Анаэробные герметики (АГ), используемые для этих целей, позволяют устранить указанные недостатки.
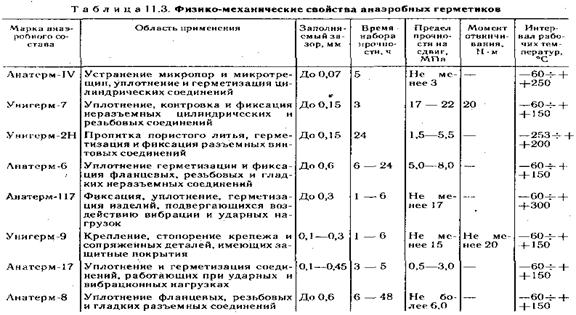
Анаэробные составы представляют собой полимеризационно-способные смолы акрилового ряда, которые, находясь в контакте с атмосферным кислородом, сохраняют подвижное состояние. Попадая в зазор, поры и т. п., они отверждаются и образуют прочный полимер после прекращения доступа кислорода. Номенклатура марок и свойства анаэробных герметиков, рекомендуемых для исследования при ремонте машин и механизмов, приведены в табл. 11.3.
Скорость полимеризации зависит от контактируемого материала. По признаку влияния на скорость отверждения герметика материалы делятся на 3 группы:
активные — медь и ее сплавы, кобальт, марганец, никель, железо (контакт с ними ускоряет полимеризацию герметика);
нормальные — алюминий и его сплавы, углеродистые стали, золото, серебро, цинк (их поверхность реактивна);
пассивные — имеющие покрытия, в том числе гальванические (кадмированные, анодированные, оксидированные, хроматированные, частично оцинкованные); сплавы содержащие титан; нержавеющие стали, пластмассы.
Время отверждения на активных поверхностях исчисляется минутами, на нормальных — часами, на пассивных — до нескольких суток. Использование специальных активаторов КС и КВ позволяет сократить процесс полимеризации анаэробных уплотняющих покрытий на неактивных поверхностях до 3 — 6 ч.
Скорость отверждения и время достижения максимальной прочности находятся в прямой зависимости от температуры отверждения. На качество уплотнения влияет также чистота и шероховатость поверхности, зазор, площадь герметизирующей поверхности, технология сборки и т. п.
Анаэробные составы обладают следующими свойствами: высокой химической стойкостью к агрессивным средам, бензо- и маслопродуктам; водозащитными свойствами, предупреждающими коррозию в зоне контакта; высокой механической прочностью, достаточной эластичностью и стойкостью в условиях вибрации; термостойкостью; способностью низковязких составов затекать в любые зазоры, большим диапазоном прочностных и вязкостных свойств; высокой мобильностью и простотой применения в условиях изготовления, эксплуатации и ремонта изделий.
Указанные свойства анаэробных составов позволяют во многих случаях отказаться от традиционных технологий ремонта машин и механизмов и перейти к принципиально новым методам ремонта. Одним из таких методов является применение анаэробных герметиков для стопорения и герметизации резьбовых соединений.
В процессе эксплуатации резьбовые соединения испытывают знакопеременные нагрузки, воздействие высокой температуры, коррозионной и абразивной сред и других факторов. что способствует их быстрому изнашиванию. Напряжение затяжкирезьбовых соединений, созданное при сборке, со временем снижается под действием нагрузок и внешних условий, в результате чего нарушается нормальная работа машин.
Применяют различные способы фиксации и стопорения резьбовых соединений: при помощи контргаек, пружинных и замковых шайб, проволоки, крепления и расклепывания, приварки и пайки. Однако не все способы стопорения достаточно надежны, в ходе эксплуатации машин они требуют периодической подтяжки, на что затрачивается много времени.
В зарубежном и отечественном автомобилестроении анаэробные материалы впервые нашли широкое применение именно для стопорения резьбовых соединений. Это простой, надежный и экономический способ придания соединениям устойчивости к действию вибрации, тряски, ударных нагрузок. В противоположность механическим стопорным устройствам анаэробные герметики заполняют пространство между витками резьбы, благодаря чему возрастает сопротивление трению, предотвращаются наволакивание металла и коррозия, повышается крутящий момент отвинчивания по отношению к моменту затяжки. В результате замены традиционных способов стопорения резьбовых соединений клеевыми производственные затраты снижаются почти на 90 %.
Механизм полимеризации анаэробных герметиков в резьбовых соединениях можно представить следующим образом. При завинчивании резьбового элемента с предварительно нанесенным на него жидким герметикой происходит удаление воздуха из объема, заключенного между
сопрягаемыми резьбовыми поверхностями и заполнение его герметиком, который, затвердевая, образует прочное соединение. Использование анаэробных материалов позволяет не только восстановить и предохранить резьбовые соединения от самоотвинчивания в процессе эксплуатации, но и обеспечить хорошую герметичность и работоспособность.
Технологический процесс стопорения резьбовых соединений анаэробными материалами состоит в следующем: сопрягаемые резьбовые поверхности тщательно очищают от ржавчины, старой краски, окалины и других эксплуатационных загрязнений, обезжиривают стандартными средствами, наносят герметик на 3 — 4 нити резьбы болта или шпильки. Материал наносят капельницей флакона или кистью.
На прочность соединения оказывают влияние такие факторы, как зазор, качество обезжиривания, предварительная затяжка, условия эксплуатации, марка анаэробного материала и др. Так, например, для герметика Ан-1У максимально заполняемый зазор — 0,07 мм, а для Уг-8 — 0,45. С увеличением момента затяжки возрастает и момент отвинчивания. Например, если гайка затянута с моментом 30 —; 40 Н-м, отворачивающий момент увеличивается до 90 — 120 Н-м (герметики Ан-6 и Уг-1), что исключает возможность самоотвинчивания резьбового соединения.
Анаэробные материалы нашли широкое применение при герметизации отливок, сварных и паяных швов.
Типовой технологический процесс местной герметизации включает следующие операции:
проверить отливку на герметичность по чертежу и отметить места, подлежащие герметизации;
высушить детали для удаления влаги;
обезжирить отливки ацетоном или растворителем, облив ими места, подлежащие герметизации, или тщательно протерев их жесткой кистью или щеткой. Во избежание закупорки
дефектов не допускается выполню,, обезжиривание ветошью;
обезжиренные поверхности просушить при комнатной температуре в течение 20 — 30 мин;
на подготовленную поверхность нанести герметики кистью или и:) флакона;
выдержать детали на воздухе 16 — 24ч;
удалить герметик с поверхности ветошью;
проверить на герметичность.
Технологический процесс герметизации сварных и паяных швов аналогичен процессу местной герметизации отливок.
При герметизации пор литья так же, как и для устранения дефектов сварных и паяных соединений, применяют маловязкие с хорошей пропитывающей способностью анаэробные герметики-антипоры {АН-1, АН-IV, УГ-4ПР, ДН-1, ДН-2) вместо бакелитового лака ЛБС-1. При помощи анаэробных материалов можно герметизировать поры сварных швов, благодаря своему смачивающему и капиллярному действию они проникают в невидимые полости и тончайшие поры и, структурируясь в анаэробных условиях, отвердевают, предотвращая утечку газов и жидкостей.
Одной из перспективных областей применения анаэробных герметикой является уплотнение паяных трубных соединений в радиаторах, воздушных кондиционерах, холодильниках и др. Жидкий материал наносят кистью на неостывшие места пайки, в результате ускоряется его проникновение в тончайшие поры и отвердение. К сожалению, в нашей отечественной технологической практике этот способ применения не нашел.
Эффективность "залечииания" пор анаэробными герметиками и его перспективность дополнительно подтверждаются тем фактором, что при условии применения строго дозированного количества герметика, исключающего попадание его на поверхности деталей, последние могут подвергаться последующей сварке и пайке не только без деструкции герметика, но и с его термическим доотверждением.
При эксплуатации транспортных средств, технологического оборудования мастерских и гаражей возможно появление пробоин металлических трубопроводов, возникающих при случайных механических ударах, в результате коррозии или других факторов.
В данном случае процесс ремонта и герметизации с применением анаэробных материалов осуществляют следующим образом: предварительно зачищенное поврежденное место трубопровода обматывают по наружной поверхности латунной сеткой с размером ячеек 20 — 30 мкм, пропитанной АГ. Ячейки сетки и ее эластичность позволяют удержать слой АГ на поверхности трубы благодаря действию сил поверхностного натяжения и капиллярного эффекта при любом пространственном положении трубопровода. Многослойная обмотка сеткой дает возможность получить объемное распределение АГ в намотанном слое. Дли прекращения доступа воздуха АГ снаружи обматывают липкой эластичной полихлорвиниловой лентой (изолентой).
Микротрещины в горизонтальной плоскости можно герметизировать методом полива антипором АН-1У. Для этого клейкой лентой вдоль микротрещины делают бортик высотой 3 —5 мм, наливают слой антипора толщиной 1 — 2 мм и дают выдержку 24 ч при температуре 20 °С. Увеличив температуру, можно сократить время "залечивания" микротрещин.
Преимущества таких технологий герметизации состоят в том, что для их осуществления не требуются оборудование, оснастка или арматура, и потому они могут быть реализованы в любых дорожных или полевых условиях для труб всевозможных размеров. Зона уплотнения после окончания процесса отвердения отличается достаточной прочностью и коррозионной стойкостью.
Анаэробные герметизирующие материалы применяют для уплотнения фланцевых соединений вместо твердых прокладок. Известно, что качество уплотнения твердой прокладкой зависит от давления сжатия в сопряжении фланец — прокладка и состояния поверхности сопрягаемых деталей. Свойство анаэробного материала затекать во все впадины соединяемых поверхностей позволяет устранить такие дефекты, как царапины, риски, вмятины, которые не могут быть заполнены традиционными твердыми прокладками.
Анаэробные герметизирующие материалы можно применять как самостоятельно, так и в сочетании с традиционной твердой прокладкой. Для уплотнения фланцевых соединений наиболее предпочтительны "эластичные" анаэробные герметизирующие материалы Ан-бК, Ан-8К.. Такие материалы более устойчивы к действию температурных и вибрационных нагрузок. Существуют примеры применения герметика Ан-8К в соединениях паропровода. Вместо паронитовых прокладок используют металлическую прокладку с гарантированным зазором для герметика 0,2 — 0,3 мм. При включении-выключении пара возникают температурные удлинения трубопроводов, которые воспринимаются таким металлополимерным уплотнением, сохраняя хорошую герметичность стыков.
Герметизацию винтов крепления полюсных башмаков с катушками обмотки возбуждения к корпусу стартера грузового автомобиля выполняют при помощи нитрошпатлевки НЦ-008. При испытаниях стартера на герметичность, проведенных сразу после сборки, когда отвердение шпатлевки не закончилось и она еще сохраняет свою эластичность, количество негерметичных соединений винт — полюсный башмак невелико, а при эксплуатации автомобилей количество случаев нарушения герметичности в этих соединениях увеличивается из-за появления трещин в отвердевшей шпатлевке. В условиях воздействия вибраций и знакопеременных нагрузок, особенно при отрицательных температурах, процесс стеклования и разрушения нитрошпатлевки усиливается. Для этих целей рекомендован высоковязкий АГ для стопорения резьбовых соединений. Его применение позволяет в 1,5 раза увеличить момент отвинчивания резьбового соединения. Испытания на герметичность показали, что разгерметизация не наблюдалась при повышении давления до 0,5 МПа, в то время как по техническим условиям для стартера данное резьбовое соединение должно сохранить герметичность при 0,02 МПа.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1368; Нарушение авторских прав?; Мы поможем в написании вашей работы!