КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Комплектация (комиссионирование) заказов и отгрузка
Создание необходимых режимов хранения товаров
Как уже отмечалось, помимо рационального размещения товаров на складе необходимо создать оптимальные условия для их хранения. С этой целью следует постоянно следить за температурой и влажностью воздуха внутри помещений склада и поддерживать их на уровне, установленном стандартами и санитарными правилами для отдельных групп товаров. Причем, нельзя допускать их резких перепадов. Контроль за температурой воздуха осуществляют при помощи термометров или универсальных блочных систем дистанционного контроля, представляющих переносные приборы, при помощи которых в течение 3-4 мин можно определить температуру в 12 точках хранилища.
Для измерения влажности воздуха на складах применяется психрометрический метод, с помощью которого определяется относительная влажность воздуха. Она рассчитывается как процентное отношение абсолютной влажности к максимальной. При этом под абсолютной влажностью следует понимать количество граммов водяных паров, содержащихся в 1 куб. м воздуха, а под максимальной — количество граммов водяных паров, которые могут насытить 1 куб. м воздуха при данной температуре.
Регулирование температуры и относительной влажности воздуха проводится при помощи отопления и вентиляции. Для понижения относительной влажности можно также использовать влагопоглощающие вещества.
За товарами, хранящимися на складах, должны быть обеспечены постоянное наблюдение и уход. Необходимо регулярно проверять состояние товаров, обращая при этом внимание на появление признаков порчи, следов грызунов и насекомых. Товары, уложенные в штабеля, должны периодически перекладываться: верхние — вниз, нижние — вверх. Сыпучие товары следует перелопачивать. Изделия из шерсти, меха необходимо предохранять от повреждения молью, отсыревшие товары следует просушивать и проветривать.
Соблюдение оптимальных режимов хранения товаров, регулярный осмотр и аккуратное обращение с ними позволяют не только снизить потери товаров из-за их порчи, боя, лома, но и уменьшить естественную убыль в результате усушки, выветривания, утечки.
Для поддержания необходимых санитарно-гигиенических условий на складе должны регулярно проводиться уборки и мероприятия по уничтожению микробов (дезинфекция), насекомых (дезинсекция), грызунов (дератизация) и стойких запахов (дезодорация).
Процесс комплектации сводится к подготовке товара в соответствии с заказами потребителей. Комплектация и отгрузка заказов включают:
• получение заказа клиента (отборочный лист);
• отбор товара каждого наименования по заказу клиента;
• комплектацию отобранного товара для конкретного клиента в соответствии с его заказом;
• подготовку товара к отправке (укладывание в тару, на товароноситель);
• документальное оформление подготовленного заказа и контроль за подготовкой заказа;
• объединение заказов клиентов в партию отправки и оформление транспортных накладных;
• отгрузку грузов в транспортное средство.
Комиссионирование заказов клиентов проводится в зоне комплектации. Подготовка и оформление документации осуществляются через информационную систему. Адресная система хранения позволяет указывать в отборочном листе место отбираемого товара, что значительно сокращает время отборки и помогает отслеживать отпуск товара со склада. При комплектации отправки благодаря информационной системе облегчается выполнение функции объединения грузов в экономичную партию отгрузки, позволяющую максимально использовать транспортное средство. При этом выбирается оптимальный маршрут доставки заказов. Отгрузка ведется на погрузочной рампе (требования к проведению эффективной отгрузки аналогичны требованиям к разгрузке).
Транспортировка и экспедиция заказов могут осуществляться как складом, так и самим заказчиком. Последний вариант оправдывает себя лишь в том случае, когда заказ осуществляется партиями, равными вместимости транспортного средства, и при этом запасы потребителя не увеличиваются. Наиболее распространена и экономически оправданна централизованная доставка заказов складом. В этом случае благодаря унитизации грузов и оптимальным маршрутам доставки достигается значительное сокращение транспортных расходов и появляется реальная возможность осуществлять поставки мелкими и более частыми партиями, что приводит к сокращению ненужных страховых запасов у потребителя. Комиссионирование, или система комплектации
В процессе переработки груза процесс комплектации проходит три этапа:
1) отборка товара по заказам покупателя;
2) комплектация полного заказа покупателя в соответствии с его заявкой;
3) комплектация партий отправки покупателям для централизованной или децентрализованной доставки.
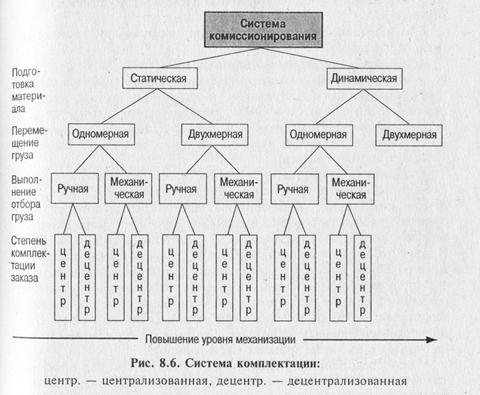
Система комиссионирования определяется независимо от того, где будет осуществляться отбор товара — с мест хранения (в зоне основного складирования) или в зоне комплектации. Существует несколько схем системы комиссионирования, которые включают различное сочетание следующих позиций:
• исходное положение груза по отношению к отборщику (статическое и динамическое) при подготовке материала;
• перемещение груза в пространстве при отборе (одномерное, двухмерное);
. выполнение отбора груза (с помощью и без помощи технических средств);
. степень комплектации заказа (централизованная — отбор груза одновременно для нескольких клиентов и децентрализованная — для одного клиента) (рис. 8.6).
Управление перемещением груза определяется возможностями технологического и обслуживающего оборудования:
• в автономном ручном режиме;
• в автоматическом местном режиме управления (из кабины) с помощью пульта управления;
• в автоматическом дистанционном режиме управления с помощью пульта, расположенного вне стеллажного прохода;
• с использованием режима оп-line (автоматический режим Управления от ЭВМ)
Описание основных моментов отбора товара
Операционное время при отборе товара состоит из следующих основных видов временных затрат:
1) на перемещение отборщика по маршруту отборки;
2) на изъятие товара с мест хранения согласно полученным заданиям;
3) на получение задания, идентификации отбираемого товара, расстановку отобранных паллет и прочее.
Относительные временные затраты в основном распределяются следующим образом:
перемещение между местами хранения – 45–55%;
отбор товара – 30–40%;
обработка документов и проч. – 10–15%.
Таким образом, основная задача логистического проектировщика – разработка технологий, которые бы минимизировали время перемещения отборщика на одну единицу отбираемого товара.
На рис. 2 приведена диаграмма распределения времени на отбор товара между основными операциями, выполняемыми отборщиками.
Рисунок 2. Диаграмма распределения времени комиссионирования по основным операциям
Рассмотрим подробнее технологии отбора и определим необходимые ресурсы для их реализации.
Описание технологий и расчет требуемого ресурса
Отбор «одним человеком одного заказа» (последовательный сбор). Технология последовательного отбора каждого заказа заключается в том, что каждый отборщик собирает только один заказ по всей зоне отбора и размещает его в зоне контроля и комплектации (рис. 3). Далее отборщики получают следующие заказы и все повторяется.
Рисунок 3. Схема отбора одного заказа одним отборщиком при АВС расположении артикулов
Основными недостатками такого похода является:
- большое время перемещения отборщика;
- высокая продолжительность подбора заказа при большом количестве артикулов в заказе;
- необходимость замены емкости подбора товара при большом объеме заказа. К достоинствам следует отнести простую схему организации набора (нет необходимости вводить константы деления) и прозрачность контроля набора. Еще одним плюсом данной схемы является возможность введения персональной ответственности за качество комиссионирования. В зоне штучного хранения кладовщик перемещается согласно маршруту отборки, указанному в отборочных листах, последовательно производя отбор в лотки, размещенные на тележках.
Распределение одного заказа между несколькими отборщиками позволяет сократить время комиссионирования, но потребует привлечения дополнительного ресурса (см. рис. 4).
Рисунок 4. Схема отбора нескольких заказов несколькими отборщиками
Поскольку заказы собираются совместно, то в данной схеме необходимо сразу определять суммарные трудозатраты.
Введение в систему отбора конвейера позволяет закрепить отборщиков по зонам комиссионирования и сократить время подхода к товару, увеличив тем самым производительность отбора.
Схема отбора одного заказа несколькими отборщиками в своих зонах обслуживания при использовании конвейера для перемещения заказов между зонами обслуживания и зоной комплектации и экспедиции приведена на рис. 5.
Рисунок 5. Схема отбора одного заказа несколькими отборщиками с использованием конвейера
В результате анализа расчетных примеров можно сделать следующие выводы:
1. Ручной отбор одного заказа одним отборщиком эффективен при высокой плотности отбираемого товара и его небольшом объеме, то есть в тех случаях, когда доля времени на перемещения невелика (заказ отбирается в одну отборочную емкость и среднее количество отбираемых артикулов в одном межстеллажном проходе составляет 4–6 и более).
2. Отбор нескольких заказов несколькими отборщиками наиболее эффективен при небольших временных затратах на обработку артикула и отбор единицы товара, а также при возможности отбирать единовременно большое количество заказов (6–8 и более). По мере увеличения времени на обработку артикула и отбор единицы товара, а также уменьшения числа единовременно отбираемых заказов такая схема отбора становится невыгодной. Существенное влияние на производительность схемы оказывает возможность отбирать товар для разных заказов в различные отборочные емкости (сравните данные второй и третьей строк таблицы 2), что исключает необходимость в дальнейшем перекладывать отобранные товары по различным заказам.
3. Отбор одного заказа несколькими отборщиками с использованием конвейера является эффективным в широком диапазоне параметров товаропотока и условий хранения товара. Наибольшую сравнительную эффективность данная схема имеет в случаях, когда объем заказа превышает объем отборочной емкости, и при значительных размерах зоны отбора (сокращаются перемещения, вызываемые заменой отборочных емкостей).
В заключение необходимо добавить, что при выборе схемы отбора, особенно для крупных складских комплексов с большим объемом товаропотока, для обеспечения эффективности принимаемого решения необходимо проводить детальное сравнение различных схем с использованием данных реального товаропотока.
|
|
Дата добавления: 2014-01-15; Просмотров: 7777; Нарушение авторских прав?; Мы поможем в написании вашей работы!