КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарні верстати
|
|
|
|
Токарні верстати призначені для обробки деталей, які мають форму тіл обертання. На цих верстатах обробляються зовнішні та внутрішні поверхні з отриманням циліндричних, конічних та складних форм уздовж осі обертання заготовки. Процес оброблення на токарних верстатах характеризується обертанням заготовки або різального інструменту відносно поздовжнього або поперечного їх переміщення.
За характером базування оброблюваних деталей токарні верстати поділяють на центрові та лобові, за шириною леза різця — на вузько - і довголезові.
Будовою всі токарні верстати дуже подібні між собою, проте є деякі відмінності в окремих вузлах. Для кріплення заготовок в одних верстатах є спеціальні центри, тому їх називають центровими, а в інших — планшайба, на якій кріпиться й обробляється заготовка. Їх називають лобовими.
Центровий верстат призначений, в основному, для поздовжнього точіння. Різання здійснюється стамесками різних форм і конструкцій, які подають на заготовку вручну (робітник спирає різець на підручник, встановлений у потрібному положенні) або різцем, закріпленим на супорті, який переміщується вручну або від електрифікованого приводу. Верстат може бути укомплектований планшайбою для лобового точіння, що дозволяє обробляти торцеві поверхні деталі.
Лобові токарні верстати використовуються переважно в модельних цехах ливарного виробництва для оброблення виробів діаметром до 4000мм. Діаметр планшайби на важких верстатах досягає 2000мм, а на особливо важких — до 4000мм.
Різання здійснюється стамесками різних форм і конструкцій, які подаються на виріб вручну або різцем, закріпленим на супорті, який переміщується за допомогою механізму подачі з приводом від електродвигуна.
|
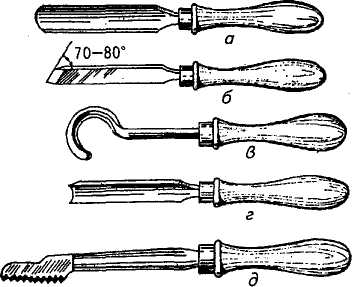
Різальні інструменти для токарних робіт:
а — стамеска з півкруглим лезом (рейєр);
б — стамеска з прямолінійним лезом (мейсель);
в — гачок;
г — стамеска, заточена з вигнутого боку;
д — гребінка.
Різальний інструмент для токарних верстатів поділяють на обдирний (чорновий), чистовий і спеціальний.
Як обдирний інструмент для токарних робіт застосовують стамеску з півкруглим лезом (рейєр) 6 — 50 мм завширшки. Такими стамесками виконують чорнову обробку деталей.
Для чистового обточування деталей застосовують стамески з прямолінійним лезом (мейсель). Кромка леза мейселя скошена під кутом 70 — 80° до осі. Залежно від виду обточуваних порід кут загострення леза має становити 20 — 35°. Ширина стамесок з прямолінійним лезом така сама, як і з півкруглим.
Для різних видів токарної обробки застосовують спеціальні різці. Внутрішні поверхні обробляють за допомогою гачків, тобто плоских різців зі загнутим кінцем. Загострювання леза різця може бути однобічним або двобічним, ширина різальної кромки гачка 4 — 25 мм. Фігурні різці мають спеціальні леза, конфігурація яких відповідає формі деталі. Для нарізування різьби та інших канавок на зовнішній поверхні деталі застосовують спеціальні різці-гребінки.
Кожен токарний верстат складається із станини і передньої бабки, в якій змонтований у підшипниках шпиндель, що рухається від електродвигуна за допомогою пасової передачі. Для швидкості обертання шпинделя застосовують ступеневі шківи або електродвигуни з безступеневою зміною швидкості. Задня бабка з розміщеним у ній центром переміщується по напрямних станини в потрібне положення залежно від довжини заготовок.
Затискування заготовки в центрі здійснюється маховичками, що є на задній бабці. Крім того, заготовку можна кріпити в пустотілому патроні або на планшайбі болтами.
Загальна будова настільного токарного верстата для обробки деревини моделі СТД-120
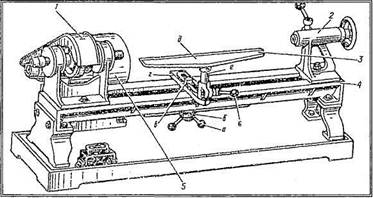
Токарний верстат для обробки деревини СТД-120:
1 - передня бабка; 2 - задня бабка; 3 - підручник (а - ручка, б - спеціальна шайба,
в - гвинт для кріплення бруска до станини, г - прямокутний брусок із приливом, д -
підручник, є - вал підручника, є — затискна ручка); 4 - станина; 5 – електродвигун
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 3067; Нарушение авторских прав?; Мы поможем в написании вашей работы!