КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ручний пневматичний розпилювач зовнішнього змішування
|
|
|
|
Лак або фарба потрапляє із бачка 1 або із фарбонагнітаючого баку до штуцера розпилювача 2, в матеріальну камеру 3, а потім в матеріальне сопло 5, отвір якого в неробочому стані закрито голкою 6. Стиснене повітря подається через штуцер 11 і канал 12 у середині ручки 10 розпилювача.
В неробочому стані вихід повітря закрито клапаном. При натисканні на курок 14 останній відводить голку 6 назад, а разом з нею і клапан 9. Клапан відкриває прохід стисненому повітрю в канал 8, а звідти у кільцеву камеру 4. З кільцевої камери повітря потрапляє через систему проходів в сопло змінної головки, а потім в атмосферу.
Відмінна особливість розпилювача є:
1. висока продуктивність як при роботі з наливного бачка так і з фарбонагнітаючого баку;
2. можливість зміни продуктивності в залежності від виду роботи в широкому діапазоні від 50 до 1600 м2/г;
3. висока якість фарбованої поверхні, яка забезпечується рівномірністю нанесеня покриття;
4. можливість плавного переходу від круглого факелу до плоского, причому регулювання відбувається в процесі роботи без розбирання розпилювача.
Існують моделі розпилювачів такої ж конструкції, тільки стаканчик для лаку розташований зверху. В такому випадку рідина потрапляє без примусово.
Розпилювачі автоматичної дії призначені для установки в механізовані і автоматичні лінії. По принципу роботи вони аналогічні до розпилювачів ручної дії. Різниця лише в тому, що подача лакофарбового матеріалу і стисненого повітря відбувається не за рахунок натискання на курок розпилювача а за рахунок рухомої деталі або тягового органу на якийсь командний пристрій (кінцевий вимикач, повітряний клапан і т. ін.).
Налагодження та догляд за розпилювачами:
1. Перед початком роботи проводиться ретельний огляд розпилювача, фарбових і повітряних шлангів, перевіряється їх справність і цілісність;
2. В залежності від площі поверхні, яка фарбується, виставляється вид факела (круглого чи плоского);
3. Приєднуються шланги, що підводять стиснене повітря і лакофарбовий матеріал з фарбонагнітаючого баку, або встановлюють змінний бачок з рідиною;
4. Регулюють подачу повітря і фарби;
5. Під час перерви в роботі, передню частину розпилювача опускають в розчинник;
6. По закінченню роботи, а також при зміні кольору чи лаку розпилювач промивають розчинником.
Більш досконалий спосіб оздоблення столярних виробів — фарбування в електричному полі високої напруги з наступним сушінням у терморадіаційно-конвективних камерах. Фарбуючи таким способом, між виробом, який фарбують, що має позитивний заряд, і розпилюваними частинками лакофарбових матеріалів, що мають негативний заряд, створюється постійне електричне поле високої напруги. Розпилювані частинки лакофарбових матеріалів рухаються вздовж силових ліній електричного поля і осідають на виробі. Вироби навішують на ланцюг конвеєра, яким їх подають до камери нормалізації для покриття спеціальним електропровідним матеріалом. Потім цим самим конвеєром їх направляють до камери електрофарбування. Після оліфлення вироби надходять до терморадіаційно-конвективної сушильної камери, після чого їх фарбують емалями.
На якість фарбування столярних виробів у електричному полі впливає вологість деревини. Так, при вологості, нижчій ніж 8%, якість фарбування погіршується.
Під час фарбування столярних виробів у електричному полі високої напруги автоматизуються майже всі процеси, значно зменшуються витрати лакофарбових матеріалів, покращуються санітарно-гігієнічні умови для праці у цеху, скорочуються площі для фарбування і підвищується якість фарбування поверхонь виробів.
Лакофарбові матеріали на столярні вироби наносять також методом струминного обливання. Вироби (вікна, двері) навішують на підвісний конвеєр, який рухається до камери обливання, де на поверхню наноситься фарба чи емаль, що витікає із сопел під тиском до 0,1 МПа у вигляді струменя. Після фарбування вибір надходить до камери витримування у парах розчинників. До цієї камери стікають надлишки фарби і вона рівномірно розподіляється по всій поверхні виробу. Надлишки фарби, що стікають з виробів по лотку, надходять до збірників і після фільтрації до системи обливання. Після витримування у камері вироби надходять до конвективної багатоходової сушильної камери. Недолік методу струминного обливання — погане покриття кромок і дещо збільшені витрати фарби.
На виробництві плоскі деталі (щити, двері, столярні плити) опоряджують на лаконаливній машині. Основна частина машини — наливна головка. Нанесення лакофарбових матеріалів наливанням полягає у тому, що укладені на конвеєр 8 деталі подаються ним під наливну головку, з якої у вигляді безперервної завіси стікає лакофарбовий матеріал і покриває деталі рівномірно за всією шириною однаковим за товщиною шаром фарби, лаку.
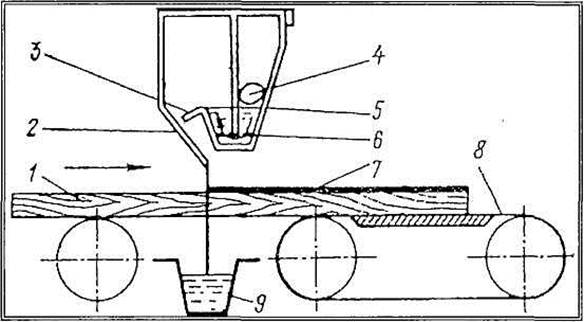
Схема лаконаливної машини: 1 - деталь; 2 - екран; 3 - зливна загата; 4 - колектор;
5 - перегородка; 6 - фільтр;.7 - покриття; 8 - конвеєр; 9 - лоток
Лакофарбовий матеріал насосом по трубопроводах з баку подається до правого відсіку головки, відокремленого від лівого перегородкою. У нижній частині головки є перепускна щілина з сіткою-фільтром 6 з капрону. Поступаючи з правого відсіку до лівого, лакофарбовий матеріал, переливаючись через зливну загату 3, попадає на гладенький екран 2, розтікається по ньому тонким шаром, зливається з його загостреної кромки і надходить у вигляді завіси на деталь, що безперервно рухається по конвеєру 8. Після роботи головку обчищають від лаку, виймають перегородки 5, промивають. Лак, що не попав на деталь, стікає в лоток 9, розміщеного у столі між конвеєрами під наливальними головками, і по трубопроводу надходить назад у бак. Витрати лакової суміші становлять до 600 г/м2.
Порівняно з пневматичним розпилюванням під час обливання зменшуються витрати лакофарбових матеріалів і покращуються санітарні умови праці у цеху.
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 569; Нарушение авторских прав?; Мы поможем в написании вашей работы!