КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Параметров резьбы
|
|
|
|
Дифференцированный (поэлементный) контроль
Все основные параметры резьбы (собственно средний диаметр, наружный и внутренний диаметры, шаг и угол профиля) можно контролировать с помощью универсальных или специализированных контрольных средств. При этом контролируемый параметр измеряют многократно, что позволяет путем последующей обработки результатов по известным методикам уменьшить влияние погрешностей других параметров резьбы.
Средний диаметр наружной резьбы контролируют с помощью универсальных средств без дополнительных приспособлений или с использованием резьбовых вставок, ножей, проволочек, роликов, а для внутренней резьбы — еще и шариков или оттисков.
Для малых образующих резьб при измерении среднего диаметра применяют метод трех, двух или одной проволочки (рис. 4.44), закладываемых во впадины резьбы. Таким образом, контрольное средство позволяет измерить некоторый размер М, зависящий от среднего диаметра резьбы d2 и диаметра dп проволочек (рис. 4.45). Для уменьшения влияния погрешностей угла профиля выбирают проволочки наивыгоднейшего диаметра dп. н, который обеспечивает их касание со впадиной резьбы по линии среднего диаметра dп. н = 0,5×P/cosa/2. Тогда
 .
.

Для метрической резьбы (a = 60°) d2 = M - 3×dп. н + 0,866×P.
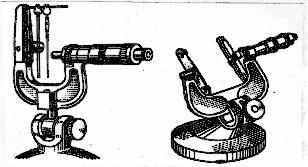
Для измерения размера М используют длиномеры, оптиметры, микрометры (рис. 4.46) и т. п. Для повышения точности измерения учитывают погрешности диаметра проволочек, шага, угла профиля, угла подъема резьбы, деформации витков и др. При небольшом числе витков применяют метод двух проволочек, тогда
d2 = M - 3×dп. н + 0,866×P – P2/[8(M - dп. н)].
Для контроля резьб с D> 100 мм применяют одну проволочку.
В цеховых условиях и при ремонте используют микрометры с резьбовыми вставками (рис. 47 ). Погрешность этого метода 0,025 - 0,2 мм.
Шаг резьбы измеряют с помощью универсальных или специальных средств. Из универсальных средств используют главным образом микроскопы.
 Средний диаметр внутренних резьб измеряют с помощью штихмасов с резьбовыми вставками, индикаторных приборов с раздвижными
Средний диаметр внутренних резьб измеряют с помощью штихмасов с резьбовыми вставками, индикаторных приборов с раздвижными
полупробками или сферических вставок, а также путем получения оттисков и отливок с последующим их измерением универсальными средствами.
На рис. 48 изображен один из вариантов измерения среднего диаметра индикаторным нутромером с измерительными головками. Для этого на нижнюю часть трубки нутромера надевается резьбовая пробка 2, в которой расположены сферические вставки 1, раздвигаемые конусом 3, связанным через шток нутромера с измерительной головкой.
 Измерение среднего диаметра шариками или шариковыми наконечниками аналогично измерению проволочками. При этом используют горизонтальные и вертикальные оптиметры, индикаторы и т. п. Все параметры внутренней резь-
Измерение среднего диаметра шариками или шариковыми наконечниками аналогично измерению проволочками. При этом используют горизонтальные и вертикальные оптиметры, индикаторы и т. п. Все параметры внутренней резь-
бы можно также измерять с помощью специального микроскопа ИЗК-59 (приспособление к УИМ).
Измерение и контроль зубчатых колес и передач [50]
Приборы для технологического контроля используют в цеховых условиях для контроля изделий и наладки зубообрабатывающего оборудования. Типы, основные параметры и нормы точности приборов для измерения цилиндрических зубчатых колес регламентированы ГОСТом 5368 - 81, ГОСТом 8137 - 81, ГОСТом 10387 - 81 и др.
Кинематическую погрешность зубчатых колес 1 и 6 в однопрофильном зацеплении F¢ir контролируют, например, на приборах со стеклянными лимбами 2 и 5, имеющими радиальные штрихи с ценой деления 2¢ (схема I на рис. 4.49). Перемещение штрихов вызывает импульсы тока в фотодиодах. Сдвиг фаз импульсов, вызванный кинематической погрешностью в зубчатой паре и несогласованностью вращения зубчатых колес, определяется фазометром 3 и записывается самописцем 4.
Относительно просты приборы для измерений колебаний межцентрового расстояния F"ir за оборот в двухпрофильном зацеплении (схема II на рис. 4.49). Эти приборы имеют оправки 4 и 5, на которые насаживают контролируемое 6 и образцовое 3 зубчатые колеса. Оправка 5 расположена на неподвижной каретке 7, положение которой может изменяться лишь при настройке на требуемое межцентровое расстояние. Оправка 4 расположена на подвижной каретке 2, которая поджимается пружиной так, что зубчатая пара 3 - 6 находится всегда в плотном соприкосновении по обеим сторонам профилей зубьев. При вращении зубчатой пары вследствие неточностей ее изготовления измерительное межосевое расстояние изменяется, что фиксируется отсчетным или регистрирующим прибором 1.
Накопленную погрешность шага и k шагов можно контролировать на приборе (схема III на рис. 4.49), в котором при непрерывном вращении зубчатого колеса 5 в электронный блок 2 поступают импульсы от кругового фотоэлекрического преобразователя 4, установленного на одной оси с измерительным колесом, и от линейного фотоэлектрического преобразователя1, выдающего командный импульс при заданном положении зуба (при максимуме отраженного потока). При появлении командного импульса самописец 3 фиксирует ординату погрешностей шага колеса.
Радиальное биение зубчатого венца Frr колеса 1 контролируют на биениемерах (схема IV на рис. 4.49), имеющих модульные профильные
|
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 661; Нарушение авторских прав?; Мы поможем в написании вашей работы!