КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование ТП изготовления станин и рам
|
|
|
|
ЗАГОТОВОК ДЕТАЛЕЙ РАЗЛИЧНЫХ ТИПОВ
ПРОЕКТИРОВАНИЕ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
3.1.1. Служебное назначение, конструкция и основные требования к станинам
Станины, основания, рамы станков, сборочных, измерительных, транспортных, энергетических и других машин и агрегатов предназначены для обеспечения требуемых относительных положений и движений присоединяемых к ним сборочных единиц и деталей в условиях допустимых воздействий рабочих нагрузок и внешней среды в течение заданного периода времени эксплуатации.
В описании служебного назначения станины, основания или рамы должны быть указаны следующие группы параметров:
– требуемые относительные положения присоединяемых к станине неподвижных сборочных единиц и деталей;
– требуемые относительные движения устанавливаемых на станине подвижных сборочных единиц и деталей;
– допустимые статические и динамические нагрузки;
– допустимые тепловые воздействия;
– допустимые внешние воздействия и параметры окружающей среды;
– требуемый период эксплуатации до ремонта и общий срок эксплуатации;
– регламент обслуживания станины;
– другие характеристики: эргономические, эстетические, экономические и т.п., габариты, масса.
Классификация станин:
1. По расположению:
– горизонтальные;
– вертикальные;
– наклонные.
2. По конструктивному исполнению:
– цельные;
– составные.
3. По служебному назначению:
– без направляющих (для обеспечения требуемого относительного положения присоединяемых сборочных единиц и деталей);
– с направляющими (для обеспечения требуемого положения и требуемых движений устанавливаемых на направляющие узлов: кареток, суппортов, столов и т.п.).
Станины с направляющими отличаются числом систем направляющих, их формой, конструкцией, относительным расположением в пространстве. Направляющие станин классифицируют по следующим признакам.
1. По траектории обеспечиваемого движения:
– прямолинейные направляющие;
– круговые направляющие.
2. По виду трения:
– направляющие скольжения;
– направляющие качения;
– комбинированные направляющие.
3. По форме:
– плоские направляющие;
– призматические направляющие;
– цилиндрические направляющие.
4. По способу изготовления:
– направляющие могут быть отлитыми вместе со станиной;
– направляющие могут быть накладными в виде планок или пластин (которые прикрепляют к станине винтами или с помощью клея).
3.1.2. Заготовки станин
Заготовки станин бывают:
– литые;
– сварные;
– из бетона (бетон, железобетон, полимербетон – для тяжелых станков).
Литые заготовки станин должны обладать высокой износостойкостью и твердостью монолитных направляющих, не допустим отбел чугуна в тонких стенках, приводящий к большим напряжениям, короблениям, трещинам.
Отбеливание чугуна – получение белого чугуна, обладающего повышенной твердостью и износоустойчивостью, путем местного увеличения скорости охлаждения отливки при помощи установки в форму металлических вставок-холодильников.
Удовлетворение противоречивых требований к массивным направляющим и тонким стенкам отливки станины может быть обеспечено несколькими путями:
1) использованием высококачественных чугунов;
2) использованием специальной технологии литья;
3) уменьшением разницы в толщине направляющих и стенок станины;
4) упрочняющей обработкой направляющих, например, закалкой;
5) применением накладных направляющих.
3.1.3. Изготовление литых заготовок станин
Общая последовательность изготовления литых заготовок станин представлена на рис. 27.
Для станин широко используется модифицированный чугун. Для получения высококачественных отливок применяют нелегированный чугун оптимизированного состава марок СЧ20, СЧ25, СЧ30, серый легированный чугун монолитных направляющих. Уменьшить расход легированных элементов можно путем поверхностного легирования, при котором пасту с легирующими элементами наносят на поверхность формы в местах направляющих до заливки чугуна, а также послойной заливкой в форму сначала легированного чугуна под направляющие, а затем нелегированного чугуна.
Рис. 27. Последовательность изготовления литых заготовок станин
В местах направляющих устраивают холодильники (плоские, ребристые и шиповидные чугунные плиты). Это ускоряет охлаждение направляющих, что повышает их твердость, а также предохраняет форму от размывов при заливке чугуна. Крупные дефекты заваривают газовой или дуговой сваркой с предварительным нагревом основного металла ( С). Мелкие – сваркой без предварительного нагрева заготовки или с незначительным нагревом (
С). Мелкие – сваркой без предварительного нагрева заготовки или с незначительным нагревом ( С).
С).
3.1.4. Изготовление сварных заготовок станин
Сварные станины изготовляют из листовой стали марок Ст3, Ст4, Ст5 и других толщиной  мм. Тонкостенные станины из листов
мм. Тонкостенные станины из листов  мм менее металлоемки по сравнению с толстостенными из листов
мм менее металлоемки по сравнению с толстостенными из листов  мм, но сложнее в изготовлении из-за большого числа перегородок и ребер, необходимых для обеспечения требуемой жесткости.
мм, но сложнее в изготовлении из-за большого числа перегородок и ребер, необходимых для обеспечения требуемой жесткости.
Процесс изготовления сварных станин состоит из нескольких этапов:
1) подготовки набора деталей;
2) сборки деталей и соединения их сваркой;
3) снятия остаточных напряжений;
4) обработки станины;
5) окраски и отделки.
Рамы транспортных машин изготовляют преимущественно сварными.
3.1.5. Уменьшение коробления станин
Коробление станин вызывается самопроизвольным перераспределением напряжений, которые возникают в результате структурных изменений материала в процессах литья, сварки и термообработки, а также в результате пластической деформации. Коробление станины может произойти в процессе изготовления станины, сборки и эксплуатации станка. Для предотвращения коробления в ТП изготовления металлических станин предусматривают специальные операции, снижающие напряжения, создающие более равномерное распределение напряжений по объему станины или используют упрочняющие материалы.
Естественное старение – длительная выдержка заготовок или начерно обработанных станин на открытом воздухе (не менее 3-х месяцев для станков нормальной точности и не менее 6 месяцев для станков повышенной точности; для станков высокой точности не менее 6 месяцев после черновой обработки и не менее 3 месяцев после получистовой обработки).
Другие методы получили общее название искусственного старения.
Статическая перегрузка станины осуществляется грузами, домкратами, прессами, приспособлениями или под действием собственной массы станины. Нагружение должно вызывать изгиб в направление наименьшей жесткости станины и вызывать дополнительные напряжения, составляющие  % предела прочности материала.
% предела прочности материала.
Виброобработка осуществляется вибраторами, устанавливаемыми на станину, по  мин на нескольких (не менее трех) резонансных частотах, которые выявляют по возрастанию потребляемой вибратором мощности. Под воздействием вибрации напряжения концентрируются на границах зерен и стабилизация размеров осуществляется без деформации станин.
мин на нескольких (не менее трех) резонансных частотах, которые выявляют по возрастанию потребляемой вибратором мощности. Под воздействием вибрации напряжения концентрируются на границах зерен и стабилизация размеров осуществляется без деформации станин.
Низкотемпературный отжиг снижает остаточные напряжения в заготовках на  %. Печь нагревают до
%. Печь нагревают до 
 С. Заготовку выдерживают в печи не менее 3-х часов из расчета 1,5 ч на каждые 25 мм наибольшей толщины заготовки.
С. Заготовку выдерживают в печи не менее 3-х часов из расчета 1,5 ч на каждые 25 мм наибольшей толщины заготовки.
Термоудар рекомендуется применять для заготовок станин массой не более 5 т, длиной не более 3 м. Печь нагревают до  С, заготовку выдерживают в печи
С, заготовку выдерживают в печи  мин, затем охлаждают на воздухе.
мин, затем охлаждают на воздухе.
Ускоренный отжиг. Печь нагревают до  С. Заготовку в печи нагревают до этой же температуры и выдерживают при этой
С. Заготовку в печи нагревают до этой же температуры и выдерживают при этой  ч, охлаждают на воздухе.
ч, охлаждают на воздухе.
Упрочняющее тепловое старение применяют для жестких станин и станин с поверхностно-закаленными направляющими, когда нельзя применить виброобработку. Заготовку нагревают вместе с печью со скоростью не более  С /ч до
С /ч до  С (если есть поверхностно-закаленные детали до
С (если есть поверхностно-закаленные детали до  С). Заготовку выдерживают в печи не менее 5 час, охлаждают вместе с печью или на воздухе.
С). Заготовку выдерживают в печи не менее 5 час, охлаждают вместе с печью или на воздухе.
Комбинированные способы. Низкотемпературный отжиг с последующим естественным старением для станин прецизионных станков.
3.1.6. Построение ТП изготовления станин
При построении ТП изготовления станин необходимо учитывать следующие особенности, связанные с относительно большими размерами и массой, а также наличием направляющих:
– необходимость проведения старения для предотвращения коробления станины и, как следствие, необходимость разделения во времени полной черновой и чистовой обработки заготовки литой станины, а для маложестких станин прецизионных станков еще и получистовой обработки;
– желательность сокращения до минимума числа установок заготовки станины для полной обработки;
– специфику имеющегося продольно-обрабатывающего оборудования, необходимого для высокоточной обработки направляющих станины, что требует выделения этой операции в качестве самостоятельной и ведет к увеличению числа установок заготовки.
На этапах черновой, получистовой и чистовой обработки заготовки станины последовательность обработки поверхностей определяется выбором технологических баз и в основном сохраняется постоянной. Исключения составляют поверхности, которые обрабатываются не на всех этапах. Например, крепежные отверстия, как правило, сразу обрабатывают на этапе чистовой обработки станины.
В первую очередь, то есть на первых операциях каждого этапа обработки станины, должны быть обработаны общие технологические базы – поверхности, используемые в качестве технологических баз для обработки большинства поверхностей заготовки.
Следующими, как правило, обрабатывают наиболее ответственные поверхности станины – направляющие, чтобы возможные дефекты отливки, вскрывающиеся при обработке, могли быть своевременно исправлены, либо в случае обнаружения неисправимых дефектов стоимость предшествующей обработки заготовки была минимальной.
На этапе чистовой обработки направляющие обрабатывают последними, что предотвращает случайные повреждения поверхностей, например, в процессе повторной установки станины.
Высокоточные отверстия, являющиеся вспомогательными базами станины, следует обрабатывать либо за одну установку, либо после обработки направляющих и привалочных поверхностей с выверкой положения заготовки по направляющим.
Таким образом, процесс обработки станины разделяется на несколько отдельных этапов: черновой, получистовой, чистовой и отделочной обработки. Число этапов определяется числом операций старения, которые проводят между этапами.
3.1.7. Выбор технологических баз
Обработать заготовку за одну установку можно лишь в случае выполнения следующих условий:
1) если процесс обработки резанием не прерывается операциями старения, термообработки, правки и др., требующими открепления обрабатываемой заготовки;
2) если конструкция заготовки позволяет надежно закрепить ее за необрабатываемые поверхности, не мешая доступу инструментов ко всем обрабатываемым поверхностям;
3) если обрабатываемая система позволяет подвести инструмент к заготовке со всех обрабатываемых сторон.
Применительно к заготовкам станин, как правило, первое условие не выполняется, что делает невозможным полную обработку заготовки станины за одну установку.
Однако если выполняются второе и третье условия, то на каждом этапе черновой или чистовой обработки можно обработать станину за одну установку (рис. 28).
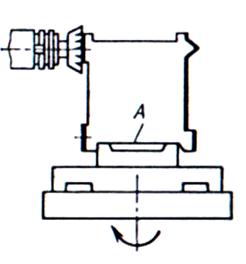 |
Рис. 28. Схема установки литой заготовки станины токарного станка на паллете
при черновой обработке на многоцелевом станке (обработка за одну установку)
Если же второе и третье условия не выполняются, то в первую очередь необходимо выбрать и обработать поверхности, которые можно было бы использовать в качестве общих технологических баз для обработки большинства других поверхностей заготовки.
Выбор общих технологических баз для обработки большинства поверхностей. В качестве таких баз при изготовлении станин можно выбрать:
1) поверхности направляющих, другие вспомогательные базы станины – наиболее точные поверхности станины, относительно которых закоординированы в станине большинство поверхностей с наибольшей точностью;
2) поверхности, являющиеся основными базами станины.
Первый вариант менее удобен вследствие необходимости либо устанавливать станину на обработанные поверхности направляющих, что неизбежно их портит, либо на большинстве операций осуществлять выверку заготовки по направляющим, что требует затрат времени и, как правило, осуществляется вручную. Первый вариант можно использовать, если выверка заготовки для обработки большинства поверхностей осуществляется один раз, например, на плитах-спутниках.
При многократной установке заготовки станины более удобен второй вариант. В качестве общих технологических баз для обработки заготовки станины выбирают плоскость основания станины и платики на боковых стенках. Если таких платиков у станины нет, то их необходимо предусмотреть при отработке конструкции на технологичность.
Выбор технологических баз для изготовления комплекта общих баз. При изготовлении общих технологических баз ставятся две цели:
1) обеспечить требуемую точность общих технологических баз;
2) обеспечить требуемую точность положения комплекта общих технологических баз относительно других поверхностей заготовки.
При достижении второй цели необходимо обеспечить:
1) требуемую размерную связь обрабатываемых и необрабатываемых поверхностей станины, например, равномерность толщины полки;
2) равномерный припуск чугунных направляющих, отлитых как одно целое со станиной.
Влияние выбора технологических баз при обработке основания заготовки станины на некоторые окончательные размеры станины и распределение припуска показано в табл. 3.
Для станин с накладными направляющими и без направляющих задачи первого вида являются более важными. Это объясняется тем, что устанавливаемые на первой операции размерные связи между обработанными и необработанными поверхностями определяют окончательное качество станины, тогда как неравномерность припусков в ряде случаев может лишь повлиять на увеличение числа рабочих ходов и себестоимость обработки.
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 3459; Нарушение авторских прав?; Мы поможем в написании вашей работы!