КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Параллельно-последовательный вид
|
|
|
|
Параллельно-последовательный вид движения предусматривает частичное совмещение времени выполнения смежных операций и отсутствия перерывов загрузки рабочих мест при изготовлении партии изделий. При этом обеспечивается окончание работ на каждой операции в наиболее ранний возможный срок. При параллельно-последовательном виде движения возможна передача изделий с операции на операцию производственного процесса поштучно или небольшими партиями. Для того чтобы обеспечит отсутствие перерывов в работе оборудования, при переходе изделий с более трудоемкой операции на менее трудоемкую создаются заделы.
Длительность цикла при параллельно-последовательном виде движения больше, чем при параллельном, но меньше, чем при последовательном. Длительность цикла при смешанном виде движения ( ) вычисляется по формуле:
) вычисляется по формуле:
 ,
,
где

 до главной операции.
до главной операции.
 |
 после главной операции.
после главной операции.

Условием существования? является наличие до главной операции пар, в которых продолжительность обработки предыдущей операции ( ) больше последующей (
) больше последующей ( ). А условием существования? является после главной операции пар, в которых время обработки на последующей операции () больше предыдущего (). Для рассматриваемого примера 1 график движения предметов труда представлен на рисунке 1в, а длительность цикла при смешанном виде движения принимает следующее значение:
). А условием существования? является после главной операции пар, в которых время обработки на последующей операции () больше предыдущего (). Для рассматриваемого примера 1 график движения предметов труда представлен на рисунке 1в, а длительность цикла при смешанном виде движения принимает следующее значение:
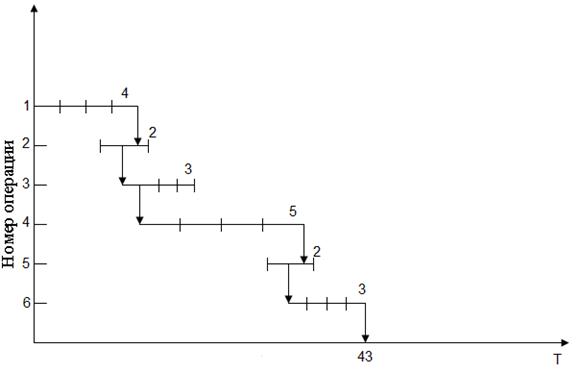
Рисунок 1в.
=34+(4-2)*(4-2)+(3-2)*(4-1)=43 мин.
Анализируя формулу расчета длительности цикла при смешанном виде движения, нетрудно заметить, что при монотонном возрастании продолжительностей обработки деталей с первой операции до главной и монотонном убывании продолжительностей обработки с главной до последней операции длительность производственного цикла при параллельно-последовательном виде движения, сохраняя при этом свое главное преимущество – отсутствие простоев оборудования и рабочих. При параллельно-последовательном виде движения время начала ( ) и окончания (
) и окончания ( ) i-й операции определяется по одному из следующих вариантов:
) i-й операции определяется по одному из следующих вариантов:
- Если штучное время на i-й операции больше, чем на предыдущей (i-1), то обработку первого изделия из партии на i-й операции можно начать сразу после окончания его обработки на предыдущей (i-1)-й операции, то есть
 =+
=+ . Так как параллельно-последовательный вид движения предметов труда предполагает непрерывную обработку партии из n изделий на операциях, то время окончания на i-й операции может быть вычислено по формуле: =+*n
. Так как параллельно-последовательный вид движения предметов труда предполагает непрерывную обработку партии из n изделий на операциях, то время окончания на i-й операции может быть вычислено по формуле: =+*n
- Штучное время на i-й операции больше, чем на предыдущей (i-1), то только последнее изделие из партии можно обработать сразу же после окончания его обработки на предыдущей операции, то есть появляется возможность сначала определить срок окончания i-й операции: =
 +, и только потом время начала i-й операции (используя свойство непрерывности обработки партии деталей на операциях).
+, и только потом время начала i-й операции (используя свойство непрерывности обработки партии деталей на операциях).
Параллельно-последовательный вид движения предметов труда, сочетая в себе преимущества параллельного и последовательного вида движения, находит достаточно широкое применение в производстве.
Задание 4.
Построить графики трех видов движения предметов труда: последовательного, параллельного, смешанного. Определить длительность технологического цикла.
Исходные данные:
n – количество деталей в партии = 4 дет.;
р – передаточная партия = 1 дет.;
с – количество станков на каждой операции = 1 стан.
| № операции | 
|
Раздел 5. Производственная структура предприятия. Организация поточного производства
Факторы, влияющие на формирование производственной структуры:
- характер продукции;
- масштаб производства;
- специализация предприятия и его кооперирование с другими;
- транспортные условия;
- требования рынка.
Основные формы организации производства:
- Концентрация
(сосредоточение на предприятии больших объёмов выпускаемой продукции).
- Специализация
(ограничение номенклатуры выпускаемых изделий, закрепление за подразделениями определённых видов продукции).
- Кооперирование
(организация постоянных производственных связей между подразделениями).
- Комбинирование
(сосредоточение в одном комбинате технологически разнородных производств).
Специализация разделяется на:
- Технологическую
(разделение производственного процесса на ряд однородных технологических стадий и формирование на этой основе производственных отношений).
- Предметную
(выделение подразделений, специализирующихся на выпуске определённых видов готовой продукции).
- Подетальную
(выделение подразделений для производства отдельных деталей).
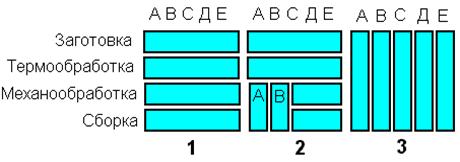
Этапы развития производственной структуры (см. рис 1,2,3 на сл. стр.):
1. Технологическая специализация подразделений (цехов);
2. Предметно-замкнутых подразделений, выделенных для изделий А, В;
3. Перспектива, связанная с автоматизацией производства.
Пусть у нас имеются 5 изделий (А, В, С, Д, Е) и 4 стадии производства (заготовка, термообработка, механообработка и сборка). Тогда распределение работ
для всех подразделений для рассматриваемых видов специализации будет выглядеть приблизительно так:
 |
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1019; Нарушение авторских прав?; Мы поможем в написании вашей работы!