КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологичность конструкций литых деталей
|
|
|
|
Форма и конфигурация литых деталей не может быть произвольной. Конфигурация детали должна быть технологичной, чтобы не допускать дефектов и облегчать процесс изготовления литейных форм. При разработке конструкции конструктор должен учитывать следующие основные требования:
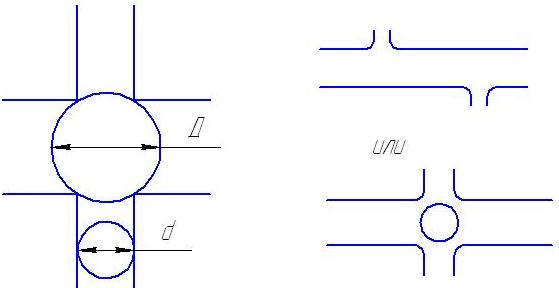
1) Равномерность отливки по толщине и предупреждение скопления массы металла в отдельных местах – это обеспечивает равномерность остывания отливки и предупреждает появление усадочных раковин, пористости, трещин и коробления.
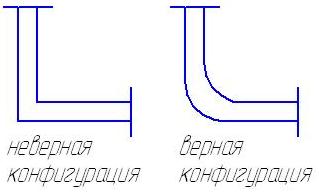
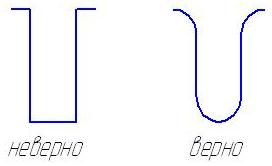
Пример неправильной конфигурации. Пример правильной конфигурации
 >
>  необходимо
необходимо  <
< 
2) Наличие прибыли. Если используется принцип направленного затвердевания отливки, то конструкция должна предусматривать наличие прибыли, где будет сосредотачиваться усадочная раковина. Прибыль после затвердевания отливки обрубается.
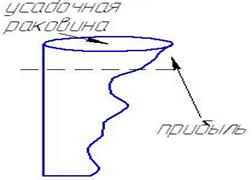 Кристаллизация отливки происходит снизу вверх и таким образом усадочная раковина сосредотачивается в прибыли. Прибыль затем отсекается.
Кристаллизация отливки происходит снизу вверх и таким образом усадочная раковина сосредотачивается в прибыли. Прибыль затем отсекается.
3) Отсутствие острых выступов, перегородок и резких переходов, препятствующих усадке отливки. Если это предусмотреть, то можно предупредить появление трещин и коробления отливок.
4) Стенки, отверстия и выступа детали должны иметь конусность. Это способствует извлечению отливки из формы.
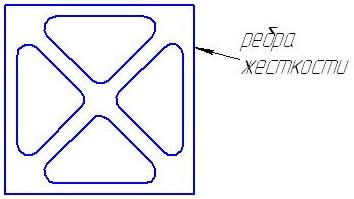
5) Литая деталь должна быть достаточно жёсткой. Если это условие не выполняется, то возникающие при затвердевании и охлаждении механические напряжения могут деталь покоробить. Для повышения жёсткости тонкостенных деталей обычно предусматривают рёбра жёсткости.
6) Конструкция должна обеспечивать минимальное количество стержней, быть проще и меньше по габаритам, особенно в высоту. Всё это упрощает процесс изготовления литейной формы, т. е. формовку.
7) Стенки детали не должны быть слишком тонкими, так как это приводит к недоливам и спаям.
4. ТЕХНОЛОГИЯ ЛИТЬЯ В ПЕСЧАНО–ГЛИНИСТУЮ ФОРМУ
Песчано-глинистая форма относится к разовым формам, так как используется для производства только одной отливки и разрушается в процессе извлечения отливки из формы. Песчано-глинистые формы изготавливаются из специальных смесей, которые называют формовочными смесями. Основу формовочных смесей составляет кварцевый песок.
Формы бывают также полупостоянными, для получения нескольких десятков отливок, а также постоянными - для получения нескольких сотен или даже тысяч отливок. Такие формы изготавливают из специальных сплавов.
4.1 Схема процесса литья в одноразовую песчано–глинистую форму
Схема литья в песчано-глинистую форму выглядит следующим образом:
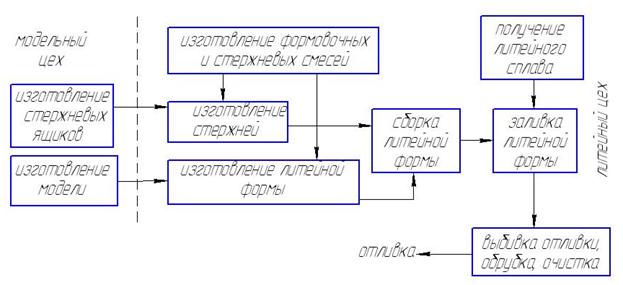
Стержневыми ящиками называют приспособления, предназначенные для изготовления стержней, то есть тех вставок, которые используются для получения внутренних полостей в отливке. Стержневые ящики бывают цельными и разъёмными.
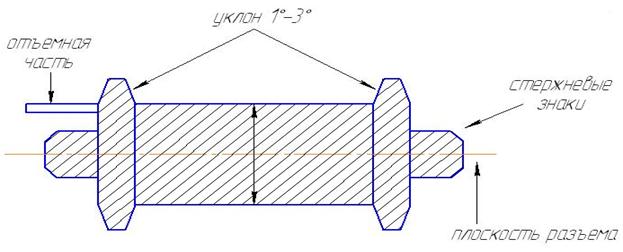
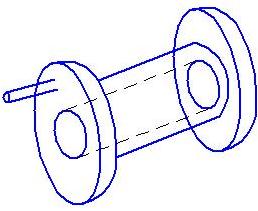
Литейная модель – приспособление, с помощью которого в литейной форме получают полость с размерами и конфигурацией близкими к получаемой отливке. Размер модели несколько больше, чем размер отливки по чертежу. Этот размер предусматривает припуски, учитывающие усадку отливки. Модели бывают цельными, разъёмными и с отъемными частями. Для изготовления модели используют древесину, гипс или металл. Модель втулки, изготовляемой литьём, выглядит следующим образом:
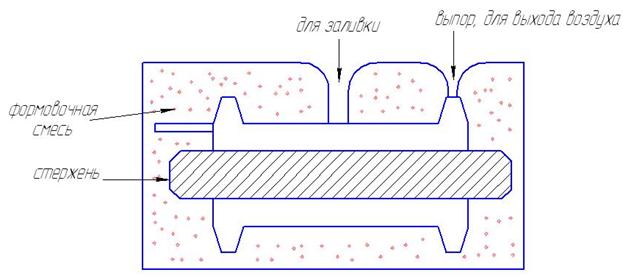 Одноразовая песчано-глинистая литейная форма
Одноразовая песчано-глинистая литейная форма
Отливка
Модельная плита – приспособление, на котором крепится модель отливки и осуществляется процесс изготовления разовой литейной формы, то есть процесс формовки. Стержневой ящик, модель и модельную плиту называют модельным комплектом. Все эти приспособления изготавливают в модельном цехе.
После заливки литейной формы жидким расплавом и затвердевании расплава форму разрушают, а стержень выбивают. От отливки отрубают каналы, по которым заходил расплав и выходил воздух, а затем отливка очищается и обрабатывается.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1253; Нарушение авторских прав?; Мы поможем в написании вашей работы!