КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литье в оболочковые формы
|
|
|
|
Оболочковые формы изготавливают так: половину разъёмной металлической модели закрепляют на металлической модельной плите и разогревают до температуры 200°-250° С. Модельную плиту вместе с моделью закрепляют на опрокидывающемся бункере с формовочной смесью (кварцевый песок и термореактивная смола).
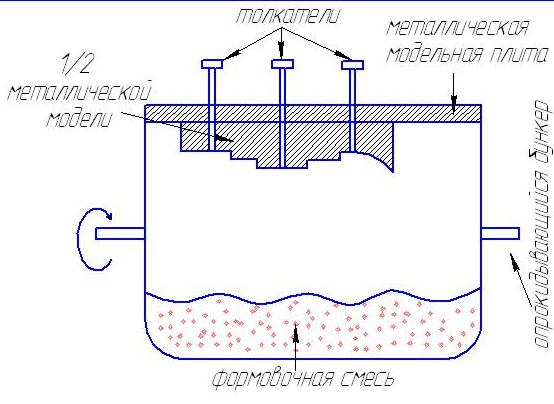
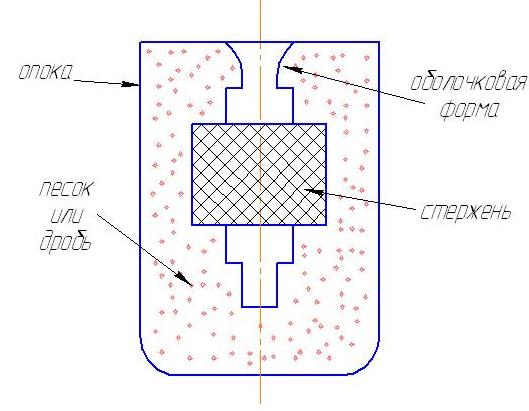
Бункер опрокидывают, и в таком положении держат 10 - 30 сек. От теплоты модели термореактивная смола в приграничном с моделью слое приходит в расплавленное состояние склеивает песчинки и образует вокруг модели песчано–смоляную оболочку. Затем бункер возвращается обратно, при этом не использованная формовочная смесь ссыпается на дно. Модельную плиту, покрытую полутвердой оболочкой, снимают и нагревают до 350° С. При такой температуре термореактивная смола через одну – полторы минуты переходит в твердое необратимое состояние. Готовую оболочку снимают с модели с помощью толкателей. Аналогично изготавливается вторая половина оболочковой формы. Если требуются стержни, то они изготавливаются из той же формовочной смеси в специальных стержневых ящиках. Обе половинки оболочковой формы склеивают быстро твердеющим клеем, предварительно вставив стержень. В случае вертикальной заливки форму помещают в опоку-контейнер и его засыпают кварцевым песком или дробью с целью придания форме прочности:
Оболочковую форму заливают жидким расплавом, а после затвердевания отливки ее извлекают путем разрушения формы. Выбивку отливки и стержня производят на специальных автоматических вибрационных установках. Отливку зачищают, обрубают от литниковой системы и подвергают дробеструйной очистке. При изготовлении оболочковой формы формовочная смесь имеет большую подвижность, что позволяет точно воспроизводить отпечаток модели. Шероховатость можно уменьшить за счёт использования мелкозернистого песка. Прочность формовочной смеси оболочки позволяет делать ее достаточно тонкой, что приводит к экономии формовочных материалов. Таким образом такое литье позволяет достичь высокой точности, сокращает припуски на механическую обработку. Процесс автоматизированный, что повышает производительность труда и снижает трудоемкость.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 613; Нарушение авторских прав?; Мы поможем в написании вашей работы!