КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология прокатного производства
|
|
|
|
Сущность процесса прокатки и классификация прокатных станов
Прокатка – это процесс обжатия заготовки между вращающимися валками с целью придания ей требуемой формы. Существует три основных вида прокатки: а) продольная б) поперечная и в) поперечно – винтовая.
При поперечно – винтовой прокатке ось валков смещена относительно друг друга на 50 - 100. в результате заготовка получает вращательное и поступательное движение. В процессе прокатки заготовка непрерывно втягивается в зазор между валками благодаря силам трения.
Поперечная
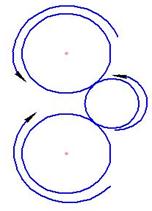 Продольная
Продольная 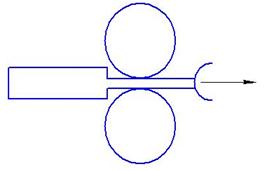
Деформацию при прокатке характеризуют показателем вытяжки.
 .
.
 - начальная длина заготовки.
- начальная длина заготовки.
 - начальная площадь поперечного сечения.
- начальная площадь поперечного сечения.
Обычно  = от 1,1 до 1,6 за один проход.
= от 1,1 до 1,6 за один проход.
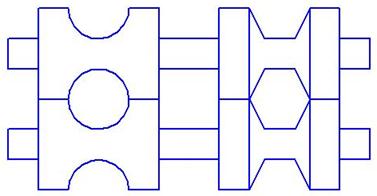
Валки могут быть гладкими для прокатки лент и листов или ручьевыми для получения сортового проката. Ручьём называют вырез на боковой поверхности валка. Совместимость двух ручьёв образует калибр.
Комплект валков со станиной называют рабочей клетью. Прокатные станы различают по количеству и расположению валков в рабочих клетях. Клети бывают двухвалковые, четырех валковые и многовалковые. В многовалковых клетях рабочих валков 2, остальные валки являются опорными и служат для уменьшения прогиба и деформации рабочих валков. Станы бывают одноклетьевые и многоклетьевые. Многоклетьевые непрерывные станы более перспективны.
По назначению станы бывают: 1) станы для производства полупродукта; 2) станы для выпуска готового проката. К первым относятся:
- блюминги, дающие полупродукт крупного сечения для последующего сортового проката.
- слябинги, дающие заготовку для листового проката.
- заготовочные станы, дающие полупродукт более мелкого сечения.
Ко вторым относятся сортовые станы, листовые станы, трубные станы, специальные станы.
Размер блюмингов, слябингов и заготовочных станов характеризуют диаметром валков. Размер листовых станов характеризуют длиной валков.
Технологическая схема прокатного производства включает подготовку, нагрев, прокатку, отделку.
Исходными материалами для прокатного производства являются слитки стали и слитки цветных металлов Слитки подвергаются зачистке, при которой удаляются поверхностные загрязнения. Затем слитки нагревают в специальных печах. При производстве сортового проката слиток вначале прокатывают на блюминге, а затем на заготовочном стане. Далее заготовка прокатывается на сортовом стане, где она проходит последовательно через ряд калибров. Система калибров рассчитывается таким образом, чтобы постепенно из заготовки получить нужный профиль.
При производстве листового проката слиток вначале прокатывается на слябинге, а затем на листовом стане, который имеет последовательность черновых и чистовых клетей. Перед каждой группой клетей сбивают окалину. Прокатанный лист подвергают травлению и резанию. Горячий прокатанный лист сворачивают в рулон.
При производстве бесшовных труб первой операцией является прошивка заготовки, которая осуществляется при поперечно – винтовой прокатке. Затем заготовку прокатывают в трубу на раскатных станах, где заготовка получает необходимый внутренний и внешний диаметр.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 756; Нарушение авторских прав?; Мы поможем в написании вашей работы!