КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Свободная ковка
|
|
|
|
Ковка – это вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента. Нагретую заготовку укладывают на нижний боёк и верхним бойком последовательно деформируют отдельные её участки. Ковкой получают заготовки для дальнейшей механической обработки. Их называют поковками.
Ковка - единственно возможный способ изготовления тяжелых поковок массой до 250 тонн (гидрогенераторные валы, коленчатые валы судовых двигателей).
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. К основным операциям относятся: осадка, протяжка, прошивка, обрубка и гибка.
Осадка – операция уменьшения высоты заготовки при увеличении площади её поперечного сечения. Разновидностью осадки является высадка, при которой металл осаживают на части длины заготовки.
Протяжка – операция удлинения заготовки или ее частей за счёт уменьшения поперечного сечения. Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотом на 900. У протяжки есть разновидности, такие как разгонка – операция увеличения длины, ширины только части заготовки. Протяжка с оправкой – операция увеличения длины пустотелой заготовки. Раскатка на оправке - это операция увеличения наружного и внутреннего диаметра кольцевой заготовки.
Прошивка – операция получения полости в заготовке за счёт вытеснения металла. Прошивкой получают сквозные отверстия или углубления в заготовке.
Обрубка – операция отделения части заготовки путём внедрения в заготовку деформирующего инструмента - топора. Эта операция предназначена для получения заготовок меньшей длины.
Гибка – операция придания заготовке изогнутой формы по заданному контуру.
Ковку выполняют на ковочных молотах и ковочных гидравлических прессах. Молоты – это машины динамического ударного действия. Металл здесь деформируется за счёт энергии, накопленной падающими частями молота. Гидравлические прессы – это машины статического действия с продолжительностью деформации от 1 до 10 секунд. Здесь металл деформируется за счёт усилия создаваемого жидкостью, подаваемой в рабочий цилиндр пресса.
Чертёж поковки составляют на основе чертежа готовой детали с учётом припуска, допуска и напуска.
Припуск – поверхностный слой поковки, подлежащий удалению резанием для получения требуемых размеров.
Допуск – допустимое отклонение от номинального размера поковки.
Напуск – объем металла, добавляемого к поковке для упрощения ее формы. Этот слой также срезается.
6.8 Горячая объёмная штамповка
Горячая объёмная штамповка – вид обработки давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
Течение металла ограничивается поверхностями полостей и выступов на отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость или ручей.
По сравнению с ковкой у штамповки есть ряд преимуществ. Горячей объёмной штамповкой можно получить поковки сложной конфигурации без напусков, что при ковке невозможно. Допуски при штамповке в 3 – 4 раза меньше, а производительность труда намного выше. Однако штамп дорогостоящий инструмент и пригоден для изготовления поковок только одного вида. Поэтому штамповка выгодна только в крупносерийном производстве.
Штампы бывают открытые и закрытые.
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частью штампа. В этот зазор вытекает заусенец, закрывающий выход из полости штампа и заставляющий металл целиком заполнить всю полость. На заключительном этапе в этот заусенец вытесняются излишки металла, что снижает требования по массе к предъявляемой заготовке.
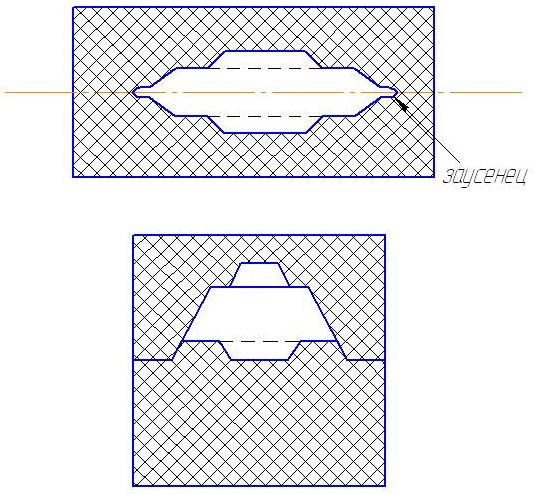
При штамповке в закрытых штампах полость штампа остается закрытой. Закрытый штамп может иметь не одну, а две взаимно перпендикулярные плоскости разъема. Для обеспечения заполнения полости штампа и извлечения из нее поковки боковые поверхности должны иметь штамповочные уклоны. Поковки сложной конфигурации штамповать на одноручьевом штампе из заготовки прямоугольного сечения невозможно. В этом случае форму заготовки следует приблизить к форме поковки, прежде чем производить окончательное формообразование. Это делают либо в одном многоручьевом штампе, либо в нескольких одноручьевых.
Ручьи в многоручьевом штампе подразделяются на заготовительные и штамповочные. К заготовительным ручьям относятся:
а) протяжные, для увеличения длины отдельных участков заготовки;
б) подкатные, для набора металла;
в) гибочные, для гибки заготовки.
Штамповочные ручьи делятся на черновые, которые служит для уменьшения износа чистовых ручьёв, и чистовые.
Для горячей объемной штамповки применяют молоты, кривошипные прессы, горизонтально – ковочные машины, винтовые прессы и машины для специальных процессов штамповки.
РАЗДЕЛ 4. СВАРОЧНОЕ ПРОИЗВОДСТВО
7. ОСНОВЫ СВАРОЧНОГО ПРОИЗВОДСТВА
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 444; Нарушение авторских прав?; Мы поможем в написании вашей работы!