КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические процессы сборки
|
|
|
|
Поверхностный монтаж изделий электронной техники
Сборка навесных элементов на ПП
Сборка элементов может быть осуществлена ручным, механическим и автоматизированным способом.
Ручная сборка печатных узлов применяется при одиночном производстве, при создании макетов, опытных образцов приборов. (Основной инструмент - паяльник)
Групповая механизированная пайка используется при серийном производстве.
Преимущества: высокая производимость, надежность соединения, постоянство додерживаемой температуры и времени.
Недостатки: односторонний монтаж элементов, повышенные требования плат и выводов электроэлементов.
2 основных метода – 1-метод погружения и 2-пайка волной припоя.
1- состоит в том, что нижняя поверхность платы погружается в расплавленный припой. При этом все выводы навесных ИМС и ЭРЭ припаиваются. Перед погружением в припой на плату накладывают маску из конденсаторной бумаги или старопасты, наносят флюз, активизируют процесс пайки на незащищенные места.
2- при непрерывном движении пасты над волной расплавленного припоя последовательно пропаивают все монтажные соединения причем одновременно появляется группа элементов, размеры которой определяют размер волны припоя. Производительность процесса зависит от скорости движения плат и их размеров.
Сварка электромонтажных изделий – высокое качество, прочность, не подвергаются коррозийному действию. Применяют лазерную сварку электронным лучем.
Переход на новую технологию на основе чипов.
Достоинства:
- микроминиатютризация
- возрастание функциональных возможностей на1 площади коммутационной платы
- уменьшение стоимости
Конструкторские особенности:
Для коммутационных плат распространены фольголированные стеклотекстолиты. Число внутренних слоев от 2-10. Меньшее количество отверстий в платах, который используют переходные отверстия для для межслойных переходов или как монтажные отверстия для небольшого количества элементов монтируемых традиционным способом (экономия 10%).
Вид производства определяет построение и степень детализации разработки технологических процессов.
Единичное производство, при котором процесс изготовления одного или нескольких изделий не повторяется либо повторяется через определенный промежуток времени.
Серийное производство при котором процесс изготовления ведется партиями или сериями регулярно повторяющимися через определенный промежуток времени. Для этого производства характеристики периодического отделения операции и всего процесса изготовления изделия – цикличность производства.
При массовом производстве на одних и тех же рабочих местах выполняются одни и те же постоянно повторяющиеся операции.
Технологический процесс сборки называется совокупностью операций, в результате которых детали соединения в сборочных единицах, а сборочные единицы в изделия.
Изделием называется любой предмет или набор предметов производства, изготовленного на предприятии.
Сборочные процессы – 40%-60% производства.
К сборочным техническим процессам относятся не только сборка, но и регулировка, в совокупности эти процессы представляют собой:
- при сборке соединения – закрепление деталей и сборка единиц
- при регулировке – обеспечивание функционального соединения с заданной точностью и согласование положения элементов
Различают подвижные и неподвижные соединения.
1 - Резьбовые -50%
Преимущества: прочность и плотность соединений, регулирование отдельных элементов.
2 – Пайка – процесс соединения металлических или неметаллических соединений. По свойствам осадочного металла – припоя, имеющего температуру плавления ниже основного материала. В процессе пайки происходит взаиморастворение.
Преимущества: высокая прочность, электропроводность и герметичность соединения, малая трудоемкость процесса и автоматизация процесса.
3 – Сварка – процесс получения соединений засчет расплавления и совместной кристаллизации 2 материалов.
Есть 2 способа сварки:
- плавление без внешнего воздействие
- с приложением давления
Сварку с давлением можно осуществлять без нагрева и с местным нагревом до пластичного состояния или оплавления.
Преимущества: расширение электроматериала, отсутствие флюса, стойкость коррозии.
Недостатки: электронные соединения неразрывны, усложнен ремонт изделий при эксплуатации и устранения диффузионной сборки.
4 – Склеивание – процесс неразрывного соединения, использование явления адгезии.
Достоинства:
1) тонкие пленки клея обеспечивают механическую прочность соединения так как при отвердении образуется меньше трещин и силы адгезии выше механической прочности клея, высокая прочность при пористом материале.
2) Соединения из различных материалов в различных сочетаниях
3) Сохранение свойства материала, электрической изоляции и антикоррозийной защиты соединенных деталей и уплотнения и герметизации швов
Недостатки: сравнительно низкая механическая плотность, ограниченный диапазон температур, длительная выдержка для отвердевания клеев.
Общий недостаток – недостаточная механизация и автоматизация производства.
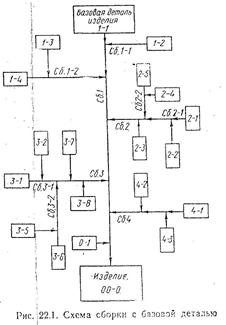
Схема сборки ГОСТ 23.887-78
Графическое изображение в виде условных обозначений последовательности сборки изделий или составных частей.
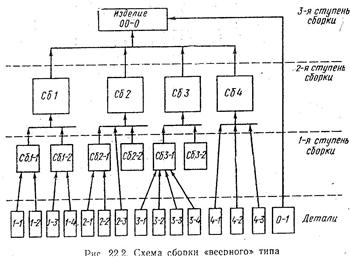
Схемы сборки (СС) строятся с максимальным расчленением изделия на сборочные единицы. В практике используют СС веерного типа и с базовыми деталями.
СС с базовыми деталями отражает последовательность процесса сборки. Отражается последовательность процесса сборки. СС веерного типа показывает из каких деталей образована сборка, они не отрицают последовательность сборки, но проста и наглядна.
Есть 2 вида сборки – стационарная и подвижная.
Стационарная – выполняется на 1 рабочем месте, подаются все необходимые детали и сборочные единицы, распространено в условиях единичного и серийного производства. Может строиться по принципу концентрации и дифференциации. При концентрации весь сборочный процесс выполняется 1 сборщиком, а при дифференциации – разделяется на предварительную и окончательную.
Подвижная сборка выполняется при собирании изделия от одного сборочного места к другому, на каждом рабочем месте- 1 операция.
Применяется на поточном производстве:
1) свободное перемещение вручную или механический транспортер
2) конвейер строго па тактам
Поточная сборка в серийном и массовом производстве.
Преимущества: сокращение длительности производственного цикла и повышение производительности труда.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 627; Нарушение авторских прав?; Мы поможем в написании вашей работы!