КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Установка заготовок по плоским базовым поверхностям
|
|
|
|
Классификация опор.
Типовые схемы установки конструкции установочных элементов.
Установочные элементы – опоры – делят на основные и вспомогательные.
Основные – лишают заготовку всех степеней свободы, определяют положение заготовки в пространстве.
Вспомогательные – придают заготовке дополнительную жесткость или устойчивость, степеней свободы не лишают.
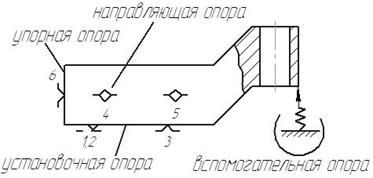
Рис.32
Требования, предъявляемые к установочным элементам.
1. Число установочных элементов не должно приводить к неопределённости базирования, например, если для базирования по направляющей базе предусмотрены три опоры вместо двух, то каждая заготовка, возможно, будет контактировать только с двумя, но с какими – предсказать нельзя.
2. Рабочие поверхности установочных элементов должны быть небольших размеров для уменьшения влияния неточности их изготовления.
3. Рабочие поверхности установочных элементов не должны быть слишком малы, чтобы не портить базы заготовки.
4. Установочные элементы должны быть жёсткими, чтобы уменьшить влияние собственных деформаций установочных элементов на величину погрешности закрепления.
5. Конструкция установочных элементов должна обеспечить быструю их замену.
6. Рабочие поверхности установочных элементов должны обладать высокой износостойкостью.
В качестве основных установочных элементов принимаются штыри (постоянные – ГОСТ 13440-68, 13441-68, 13442-68 и регулируемые – ГОСТ 4084-68, 4086-68, 4086-68) и опорные пластины (ГОСТ-4743-68).
Детали с чисто обработанными базовыми поверхностями больших размеров, устанавливаются на пластине небольших размеров, на штыре с плоской головкой. Детали с необработанными базами устанавливают на штыри с насечённой головкой. Штыри со сферической головкой применяются для установки упорной базой.
В качестве вспомогательных опор применяются самоустанавливающиеся (ГОСТ 13159-67) и подводимые МН350-60 [II,стр.83-86; IV, стр.327-357].
5.3. Установка заготовок по цилиндрической поверхности и перпендикулярной к её оси плоскости.
В зависимости от соотношения l/d cуществует две схемы установки:
1. l/d>1
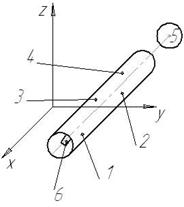
Рис. 33
Базовая цилиндрическая поверхность несёт четыре опорные точки, торец несёт точку 5. Шестая опорная точка, лишающая заготовку поворота вокруг оси X может быть задана на поверхности шпоночного паза (лыски, внецентренного или радиального отверстия).
2. l/d<1
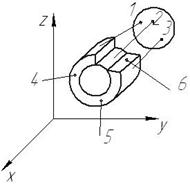
Рис. 34
Опорные точки расположены не на образующих цилиндра, они не обеспечивают заготовке достаточно устойчивого положения. Поэтому за установочную базу принимается торец детали, несущий три опорные точки 1, 2, 3, а цилиндрическая поверхность несёт две опорные точки 4, 5. Шестая, аналогично первой схеме базирования, лишает заготовку поворота вокруг оси X.
Получить такую схему базирования в приспособлении можно, применив установочные элементы в виде призм, втулок (применимо для деталей с наружной цилиндрической поверхностью).
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклонёнными друг к другу под углом a (ГОСТ 12195-66). В приспособления используют призмы с a=900; 1200; 600.
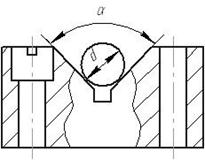
Рис. 35
a=1200 – применяется, когда заготовка не имеет полной цилиндрической поверхности;
a=600 – когда необходима дополнительная устойчивость заготовки при значительных силах резания.
Призма определяет положение оси Z заготовки (необходимо точно выдерживать угол a/2) и положение продольной оси X (необходима фиксация штифтами).
В случае чисто обработанных заготовок применяют призмы с широкими опорными поверхностями; с черными базами – узкие опорные поверхности. Применяются также призмы с точечными опорами, закрепленными в них, в качестве чёрных баз.
При установке заготовки на призму возникают погрешности базирования из-за несовпадения установочной (образующие касания цилиндра с рабочими плоскостями призмы, проходящей через точки F) и измерительной базы.
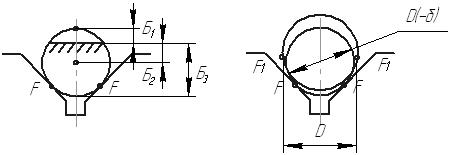
Рис. 36
При изменении диаметра D на величину допуска d, установочная база меняет своё положение.
 ;
;  ;
;  ;
;
Для деталей с внутренней цилиндрической поверхностью применяются в качестве установочных элементов оправки, пальцы.
Оправки делят на жёсткие и разжимные. Жёсткие оправки бывают цилиндрические с гарантированным натягом, с зазором, конусные.
1. Цилиндрические оправки с гарантированным зазором:
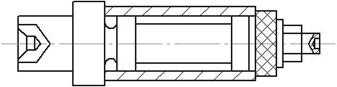
Рис. 37
Особенности: конструкция проста
точность центрирования невелика,
подрезка торцов невозможна.
При конструировании оправок с гарантированным зазором необходимо исключить провёртывание заготовки на оправке, это достигается затягиванием гайки, шпонкой или шлицами, если на заготовке имеется шпоночный или шлицевой паз.
2. Цилиндрическая оправка с натягом:
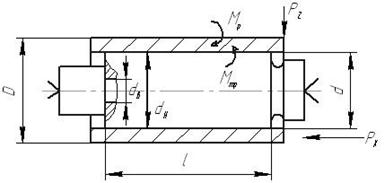
Рис.38
Особенности: точность центрирования велика,
позволяет производить подрезку торцов, т.к., применяя упорные кольца, можно точно ориентировать положение заготовки по длине;
недостаток: необходимость установки на механическом участке дополнительного оборудования – прессов.
Определению при расчёте подлежит imin – минимальный натяг, необходимый для удержания от проворота.
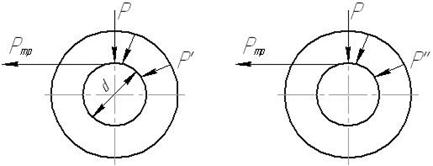
Рис. 39
dн – наружный диаметр рабочей части оправки,
dв – диаметр отверстия оправки,
L – длина оправки,
d – номинальный диаметр отверстия заготовки,
D – наружный диаметр заготовки.
Px – осевое усилие резания,
Pz – нормальное усилие резания,
Mp – момент резания,
Mтр – момент трения,
f – коэффициент трения,
р’ – удельное давление от момента,
р” – удельное давление от осевого усилия Px.
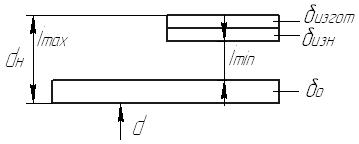
рис40
 ;
;  ;
;  ;
;  ;
;
 - сила трения по длине;
- сила трения по длине;
 ;
;  ;
;

Для нормальной работы необходимо выполнение условия:  ;
;
 ;
;  ;
;  ;
;
 ;
;  ;
;
 ;
;  ;
;  ;
;  ;
;
При одновременном действии Pz и Px:
 ;
;
Из теории толстостенных сосудов натяг  ;
;
 ;
;  ,
,
где mа, mв – коэффициенты Пуассона для материала заготовки, оправки.
m =0,25 – для чугуна; m =0,3 – для стали.
Еа, Ев – модуль упругости.
 ;???
;???
d0 – допуск заготовки,
dизг – допуск на изготовление оправки,
dизн – допуск на износ заготовки.
dн=d + d0 + imin + dизг + dизн – наружный диаметр оправки;
dизг=0,01 ÷ 0,02 мм; dизн=0,02 ÷ 0,03 мм.
imax=imin + d0 + dизг +dизн
По imax выбирают мощность пресса.
3. Конусные оправки:
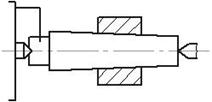
Рис. 41
Особенности: конусные оправки дают высокую точность центрирования,
конусность 1/1500 – 1/2000,
недостаток: отсутствие точного ориентирования партии заготовок по длине за счёт изменения в пределах допуска базового отверстия и, следовательно, невозможность обработки торцов, уступов на предварительно настроенных станках.
недостаток: невозможность установки длинных деталей, так как деталь удерживается только на одном конце
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 3071; Нарушение авторских прав?; Мы поможем в написании вашей работы!