КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шкафы для окончательной расстойки теста
|
|
|
|
Оборудование для окончательной расстойки тестовых заготовок выполняется в виде: 1) стационарных камер или 2) шкафов, внутри которых располагаются цепные люлечные конвейеры.
Стационарные камеры применяются в том случае, когда окончательная расстойка производится на передвижных вагонетках, на полки которых устанавливаются листы или формы с тестовыми заготовками.
Стационарные камеры располагаются в тесторазделочных отделениях. Стены и перекрытия камер изготавливаются из влагоустойчивых материалов. Камеры делаются тупиковые (или сквозные), обогреваются и увлажняются паром. Вагонетки с заготовками помещаются на расстойку в камеру. Этот способ весьма трудоемкий, требует больших площадей и затрудняет организацию поточного производства.
Расстойные шкафы А2-ХРА (рис 89).

Рисунок 89 - Универсальный расстойный шкаф А2-ХРА
Расстойные шкафы А2-ХРА, А2-ХРБ и А2-ХРВ предназначены для окончательной расстойки тестовых заготовок широкого ассортимента. Они устанавливаются к люлечным и ленточным печам, имеющим ширину пода 1900 и 2100 мм. Все три модификации имеют унифицированные узлы и отличаются количеством промежуточных секций, служащих для увеличения количества расстойных люлек шкафа. У шкафа с индексом А - одна промежуточная секция, Б - две, В - три.
Расстойный шкаф А2-ХРА имеет Г-образную конфигурацию. Он состоит из каркаса 1 (рис. 89), облицованного теплоизоляционными щитами 2. В каркасе установлены направляющие 4 и звездочки 3, на которых размещаются два параллельных цепных конвейера. На главном валу 11 конвейера закреплены ведущие звездочки 9. Для регулирования натяжения цепного конвейера служат винтовые натяжные станции 5. К конвейерным цепям на пальцах подвешены трехполочные люльки 6 с шагом подвески 600 мм.
Загрузка шкафа заготовками осуществляется через окно 10, а выгрузка - с противоположной стороны. Привод шкафа размещен в пристройке 7.
Шкаф работает следующим образом. Тестовые заготовки по транспортеру поступают к шкафу и вручную загружаются на листы или платки, а затем последние устанавливаются на люльки расстойного шкафа. Если расстойка заготовок осуществляется в формах, то их устанавливают на нижней полке расстойных люлек.
Длительность расстойки регулируют, изменяя количество заготовок на люльке или пропуская отдельные люльки. Последняя операция может осуществляться с помощью механизма регулирования расстойки, состоящего из диска 12 с поворотными пальцами 13, количество которых соответствует числу люлек на конвейере. Против пальца установлен конечный выключатель, который останавливает приводной электродвигатель. Если палец повернут (убран), то диск поворачивается без остановки до соприкосновения конечного выключателя со следующим пальцем, соответствующая ему люлька проходит незагруженной мимо загрузочного окна, а конвейер останавливается при подходе к загрузочному окну следующей люльки.
Выгрузка заготовок из расстойки производится одновременно с загрузкой. Чем больше в шкафу незагруженных люлек, тем меньше длительность расстойки. Для поддержания заданных параметров воздуха в шкафу предусмотрена установка калорифера и пароподающего устройства, а при необходимости к шкафу можно подключить кондиционер. Для контроля за параметрами воздуха на стенке расстойного шкафа установлены измерительные приборы 8.
В настоящее время на базе конвейерного расстойного шкафа А2-ХРА из унифицированных узлов собираются шкафы Т1-ХРГ-50, которые отличаются от базовой модели только шириной каркаса и длиной люльки. Эти шкафы предназначены для комплектации печей с шириной пода 1400—1500 мм. В табл. 1 приведена техническая характеристика расстойных шкафов с многоярусными люльками.
Таблица 4 - Техническая характеристика расстойных шкафов с многоярусными люльками
| Наименование показателей | А2-ХРА | А2-ХРБ | А2-ХРВ |
| Производительность, т/сут | |||
| Количество рабочих люлек, шт. | |||
| Общее количество люлек, шт. | |||
| Шаг подвески люлек, мм | |||
| Длина люльки, мм | |||
| Мощность электродвигателя, кВт | 1,7 | 1,7 | 1,7 |
| Габаритные размеры, мм | 4680х3400х3984 | 6180х3400х3984 | 7680х3400х3984 |
| Масса, кг |
Расстойный шкаф РШВ (рис.90)
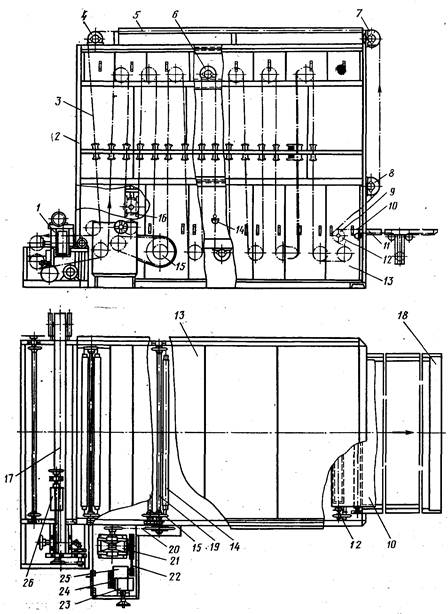
Рисунок 90 - Расстойный шкаф РШВ
В нашей стране выпускаются расстойные шкафы РВШ с вертикальным конвейером. Они предназначены для расстойки тестовых заготовок булочных изделий массой 0,2—0,4 кг. Применяются при комплектации механизированных тесторазделочных линий к тоннельным печам с сетчатым конвейером шириной 2—2,1 м. В зависимости от производительности выпускают шкафы трех типоразмеров: РШВ, РШВ-2 и РШВ-3.
Расстойный шкаф оборудован роторным укладчиком и ленточным пересадчиком тестовых заготовок. Каркас шкафа 2 выполнен из угловой стали. Сверху и с боков закрыт съемными ограждениями 13. Внутри шкафа расположены 23 пары звездочек 6, на которых натянуты цепи конвейера 3, несущего расстойные люльки 14. Звездочки 15 закреплены на приводном валу 19. Натяжение конвейера осуществляется с помощью натяжной станции 16. Холостая ветвь конвейера 5 перемещается снаружи шкафа по звездочкам 4, 7, 8. Разгрузка люлек осуществляется на барабане 9 ленточного транспортера 10, другой конец которого огибает закругленную кромку пластины 18 и служит для пересадки тестовых заготовок с ленточного конвейера на под печи.
Работает шкаф следующим образом. Заготовки подаются ленточным транспортером в карманы ротора 26, откуда они выкладываются с установленным шагом на ленту посадочного транспортера 17. Когда на нем будет уложен весь ряд заготовок, лента остановится и повернется специальным механизмом. При этом тестовые заготовки переместятся на люльку расстойного шкафа, а лента снова займет горизонтальное положение, и цикл загрузки может снова повторяться.
Выгрузка заготовок осуществляется на барабане ленточного транспортера 9, закрепленного на валу 12. При прохождении возле него люлька расстойного шкафа прижимается к ленте и вращается вместе с ней вокруг барабана, при выходе на горизонтальный участок заготовки перекладываются на ленточный транспортер, а освободившаяся люлька принимает исходное положение и уходит вверх. Проходя по верхней горизонтальной ветви конвейера, люльки подсушиваются, что предохраняет тканевые платки от прилипания к ним теста. Продолжительность расстойки регулируется в результате изменения скорости движения цепного конвейера, при этом необходимо соответствующим образом изменять скорость подачи тестовых заготовок в загрузочное устройство, что сравнительно легко можно осуществлять при работе тестоделительной машины с периодическими остановками после выдачи партии заготовок, укладываемой на одной люльке расстойного шкафа.
Привод конвейера осуществляется от электродвигателя 23 через клиноременную передачу 24, вариатор скорости 25, клиноременную передачу 22, червячный редуктор 21 и цепную передачу 20.
Расстойные шкафы с вертикальным конвейером обладают рядом существенных достоинств: компактностью конструкции, полной механизацией всех процессов сравнительно простыми и надежными средствами, удобством в обслуживании и санитарной очистке, возможностью наблюдения за работой механизмов и процессом расстойки тестовых заготовок без открытия дверок шкафа вследствие применения остекленных панелей.
Указанные особенности и достоинства расстойных шкафов с вертикальными конвейерами следует учитывать при совершенствовании конструкций существующих расстойных шкафов с горизонтальным конвейером.
Таблица 6 - Техническая характеристика расстойных шкафов
| Наименование показателей | РШВ | РШВ-2 | РШВ-3 |
| Производительность при массе заготовок, кг/ч 0,2 кг 0,4 кг | |||
| Общее количество люлек, шт. | |||
| в том числе работающих | |||
| Количество заготовок на люльке при массе, шт. 0,2 кг 0,4 кг | |||
| Мощность электродвигателя, кВт | 1,5 | 1,5 | 1,5 |
| Габаритные размеры, мм | 6740х4315х3565 | 5920х4315х9765 | 6740х4315х4250 |
| Масса, кг |
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 5806; Нарушение авторских прав?; Мы поможем в написании вашей работы!