КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварные соединения. Сварка как метод неразъемного соединения выгодна в отношении уменьшения массы
|
|
|
|
Сварка как метод неразъемного соединения выгодна в отношении уменьшения массы. Сварка широко применяется в конструкции шасси, топливных баков, разного рода баллонов и цилиндров системы оборудования.
С появлением стальных и титановых конструкций каркаса толщины обшивок значительно уменьшились. Для того чтобы такая обшивка не теряла устойчивости между точками ее соединения с каркасом, необходимо значительно увеличить число заклепок. Поэтому в титановых и стальных конструкциях неизбежен переход с точечных (заклепочных) соединений на сплошные, выполняемые различными видами сварки.
Недостатком сварки являются остаточные напряжения в сварном шве. При сварке сложных узлов эти напряжения приводят к поводке конструкции. Рассчитать заранее величину поводок невозможно. Напряжения снимаются последующей термообработкой, но форма остается искаженной, и конструкцию надо править. При проектировании сварных конструкций надо соблюдать следующие требования:
1) сварные швы должны быть симметричными;
2) не следует применять одновременно различные виды сварки на одном и том же узле;
3) во избежание появления трещин нельзя допускать концентрацию нескольких сварных швов;
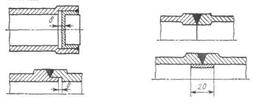
4) необходимо предусматривать технологические зазоры на расширение материала при нагреве (рис.9а);
5) из условия равнопрочности необходимо увеличивать сечение в зоне шва (рис.9б).
Расчет на прочность в зоне сварного шва можно проводить как для обычного материала, но с учетом ослабления;
6) не следует выполнять отверстия вблизи шва, так как это ведёт к дополнительной концентрации напряжений и к появлению трещин;
7) из-за поводок конструкции окончательную механическую обработку мест сопряжения сварного шва с другими элементами конструкции надо проводить после сварки;
8)при сварке узлов из труб, а также ферменных трубчатых конструкций для усиления соединения рекомендуется приваривать косынки. (С помощью косынок увеличивают длину сварного шва, работающего на срез.);
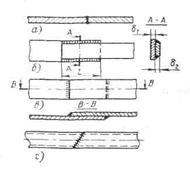 9)при сварке труб, сечения которых нельзя увеличить в зоне сварного шва, рекомендуется делать косой шов для уменьшения ослабления сечения и увеличения длины шва, работающего на срез (рис.10
9)при сварке труб, сечения которых нельзя увеличить в зоне сварного шва, рекомендуется делать косой шов для уменьшения ослабления сечения и увеличения длины шва, работающего на срез (рис.10 );
);
Рис.9 Рис.10
При расчете на прочность ослабление зоны сварного шва учитывается коэффициентом
 где
где .
.
Расчет прочности сварных соединений ведется в предположении, что напряжения по сечению шва распределены равномерно. Соединение встык (рис.11) является наиболее надежным и характеризуется наименьшими значениями концентрации напряжений. Наиболее напряженным является участок перехода от поверхности шва к поверхности основного металла.
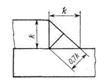
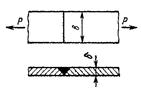
Рис.11 Рис.12
Условие прочности сварного шва, выполненного встык, имеет вид ,
,
где  — длина сварного шва;
— длина сварного шва;  — толщина свариваемых материалов;
— толщина свариваемых материалов;  — растягивающая сила.
— растягивающая сила.
Сварной шов, выполненный под углом 45° имеет одинаковую прочность с основным материалом.
При соединении внахлёстку швы при растяжении (сжатии) рассчитывают из условия среза шва по гипотенузе, длину которой принимают равной 0,7 , где — длина катета сварного шва (рис.12).
, где — длина катета сварного шва (рис.12).
При расчете величину катета сварного шва можно принимать  . При сварке деталей разной толщины за
. При сварке деталей разной толщины за
принимается наименьшая толщина. При разной толщине деталей делают плавный переход от одной поверхности
к другой с уклоном не более 1: 4.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 523; Нарушение авторских прав?; Мы поможем в написании вашей работы!
