КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обшивка
|
|
|
|
Обшивка образует внешнюю поверхность крыла. От качества поверхности крыла в определенной степени зависят его аэродинамические характеристики. В современном самолетостроении преимущественное распространение получила жесткая металлическая обшивка, как наиболее полно удовлетворяющая требованиям аэродинамики, прочности, жесткости и массы.
Металлическая обшивка чаще всего выполняется из листов. Толщина ее колеблется от 0,5 мм в очень мало нагруженных местах у конца крыла до 4...6 мм и даже больше в сильно нагруженных местах в корневых сечениях.
Наибольшее распространение на современных самолетах получила обшивка из высокопрочных алюминиевых сплавов. На самолетах, летающих на больших сверхзвуковых скоростях (М > 2), применяется обшивка из жаропрочных сталей и титановых сплавов, не теряющая своих механических свойств при повышенных температурах в условиях аэродинамического нагрева конструкции.

Рис.29
Соединение листов обшивки друг с другом может производиться внахлестку (рис.29а), внахлестку со снятой кромкой (рис.29б), внахлестку с подсечкой (рис.29в) и встык (рис.29г).
Наиболее простым является соединение внахлестку, но оно вызывает наибольшее аэродинамическое сопротивление. Наилучшим в аэродинамическом отношении и получившим поэтому наибольшее распространение на современных самолетах является соединение встык, хотя здесь и приходится ставить как минимум двухрядный заклепочный шов, тогда как в других схемах можно обойтись и однорядным швом. Рядность шва определяется действующими нагрузками. Стыки обшивки осуществляются по элементам каркаса: лонжеронам, стрингерам и нервюрам.
В настоящее время для крепления обшивки применяется потайная клепка. Отверстия на наружной поверхности зенкуются под закладную головку потайной заклепки.
На современных самолетах широко применяется слоистая обшивка, состоящая из двух несущих слоев, соединенных между собой легким заполнителем. Несущие слои обшивки изготавливаются чаще всего из алюминиевых листов. Заполнитель может быть сотовым, пористым или выполняться из гофрированного листа (рис.30). Сотовый заполнитель изготавливается из металлической фольги толщиной 0,03...0,02 мм. Ленты фольги гофрируются и соединяются между собой путем склейки, пайки или точечной сварки. Вид сотов зависит от формы гофра.
Сотовый заполнитель может изготавливаться и из гофрированных пластмассовых лент, склеиваемых между собой. Пористый заполнитель изготавливается из пористых пластмасс, имеющих малую плотность. Обшивка с заполнителем из гофрированного листа хорошо воспринимает нагрузки, направление которых совпадает с направлением гофра. Несущие листы обшивки приклеиваются к заполнителю, а металлические листы могут и припаиваться к металлическому заполнителю.

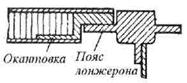
Рис.30 Рис.31
Слоистая обшивка имеет целый ряд преимуществ в сравнении с однослойной. Слоистая обшивка имеет большую поперечную жесткость, а следовательно, и высокие критические напряжения.
Слоистая обшивка обладает хорошими теплоизоляционными свойствами, что делает выгодным ее применение на подверженных большому аэродинамическому нагреву крыльях сверхзвуковых самолетов, внутренние объемы которых заняты горючим.
Слоистая обшивка имеет и большие недостатки. Технология изготовления слоистой обшивки сложна, сложен контроль качества склейки или припайки несущих слоев к заполнителю, затруднен ремонт обшивки. Большие трудности встречаются при осуществлении стыков частей слоистой обшивки и стыка ее с элементами силового набора крыла. В стыке необходимо осуществить соединение не только сильно нагруженных несущих слоев обшивки, но и заполнителя, который обеспечивает совместную их работу.
На крыльях сверхзвуковых самолетов, подверженных большому аэродинамическому нагреву, несущие слои обшивки могут изготавливаться из титановых листов или из листов жаропрочной стали, а сотовый заполнитель –
из фольги этого же материала.
Стык панелей обшивки производится по специальным окантовкам. Окантовка приклеивается или припаивается к несущим слоям обшивки и к заполнителю. Соединение панелей осуществляется при помощи винтов с анкерными гайками или болтов. Стык обшивки с элементами силового набора крыла производится также с использованием окантовок (рис.31).
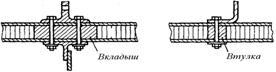
Рис.32
С целью уменьшения массы слоистой обшивки следует стремиться к сокращению количества стыков.
В местах крепления к слоистой обшивке различных деталей, передающих сосредоточенные нагрузки, ее прочность достигается установкой различных вкладышей и втулок, включаемых в конструкцию в процессе сборки панели (рис.32)..
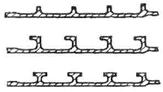
В моноблочных крыльях современных скоростных самолетов широкое применение находит обшивка из монолитных панелей (рис.33). В таком крыле почти все нагрузки воспринимает обшивка и масса ее составляет основную часть массы крыла.
Применение монолитной обшивки позволяет снизить массу крыла благодаря соответствию размеров сечений действующим нагрузкам и значительно меньшему, чем в панелях с листовой обшивкой, количеству соединений.
Крылья, выполненные из монолитных панелей, обладают повышенной жесткостью на кручение, что благоприятно с точки зрения аэроупругости.
Однако монолитные панели в сравнении со сборными имеют и ряд недостатков: большая трудоемкость изготовления, значительный отход материала, высокая стоимость, трудность ремонта.
Монолитные панели изготовляются фрезерованием из плит, прессованием, прокаткой, горячей штамповкой и литьем.
Плиты, из которых изготовляются фрезерованием панели, получаются горячей прокаткой или ковкой.
 Прессованием изготовляются панели постоянного сечения с параллельным продольным набором. После термообработки панель подвергается механической обработке, формовке и
Прессованием изготовляются панели постоянного сечения с параллельным продольным набором. После термообработки панель подвергается механической обработке, формовке и 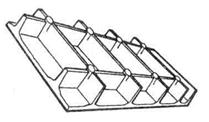 окончательной доводке по обводу.
окончательной доводке по обводу.
Рис.33 Рис.34
Прокаткой получают панели простой конфигурации. Можно также получать и панели вафельного типа (рис.34).
При горячей штамповке панелей продольный и поперечный набор и толщина панели могут иметь переменное по длине сечение. Форма поперечного сечения ребер трапециевидная. Так как штамповка не позволяет получить требуемую точность размеров ребер и толщины обшивки, необходима калибровка панелей либо дополнительная механическая обработка.
Изготовление панелей литьем позволяет получить конструкцию со сложным силовым набором и с обшивкой значительно меньшей толщины, чем при других способах получения панелей. Панели, изготовленные литьем, требуют меньшего объема механической обработки.
Каждый из способов изготовления панелей имеет свои преимущества и недостатки.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1310; Нарушение авторских прав?; Мы поможем в написании вашей работы!