КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование технологических процессов механической обработки
|
|
|
|
9.1 Задачи при проектировании технологических процессов
9.2 Порядок разработки технологических процессов механической обработки
Проектирование технологических процессов – важный элемент процесса производства. От степени рациональности технологического процесса зависят качество и стоимость продукции.
При проектировании технологических процессов должны быть решены две основные задачи:
– технологический процесс для заданных условий и масштаба производства должен обеспечить надежное (без брака) осуществление всех требований рабочего чертежа и технических условий на изделие:
– технологический процесс должен быть максимально экономичным (с минимальными затратами труда и средств производства).
При проектировании технологических процессов необходимо учитывать современные направления в технологии машиностроения. Для выбора наиболее экономичного варианта технологического процесса часто приходится составлять два-три конкурирующих варианта, которые сравнивают между собой. Обычно предпочтение при прочих равных условиях отдают наиболее экономичному варианту.
Степень проработки технологического процесса. В зависимости от масштаба производства технологический процесс бывает разработан более или менее подробно. В единичном и мелкосерийном производствах технологический разрабатывают не подробно. В этих условиях составляют так называемую маршрутную технологию («технологический маршрут») – перечень операций, и на каждую операцию определяют штучное время и разряд работ. Однако при обработке сложных и дорогих деталей даже в условиях единичного производства технологические процессы разрабатывают более подробно.
В серийном производстве представляют маршрутно-операционное описание технологического процесса. На наиболее сложные операции составляют операционные процессы (с режимами резания), а на простые – технологический маршрут. Для сложных и ответственных деталей (корпуса редукторов, коленчатые валы и др.) разрабатывают операционную технологию (характерную для массового производства).
При крупносерийном и массовом производстве составляют операционную технологию, которая более подробна, чем маршрутно-операционная.
Порядок разработки технологических процессов механической обработки. Проектирование технологических процессов состоит из следующих взаимосвязанных этапов: анализа исходных данных; технологического контроля чертежа детали; выбора типа производства; выбора заготовки; выбора баз; установления маршрута обработки отдельных поверхностей детали; проектирования технологического маршрута изготовления детали с выбором типа оборудования; расчета припусков, расчета промежуточных и исходных размеров заготовки; построения операций и выбора технологической оснастки; расчета режимов обработки; технического нормирования операций; оценки технико-экономических показателей процесса, оформления технологической документации.
Анализ исходных данных. К числу исходных данных для проектирования процесса механической обработки деталей относятся: рабочие чертежи деталей и технические условия на их изготовление; данные о годовой производственной программе; данные о заготовках, из которых должны изготавливаться детали; сведения о специфических условиях данного производства (действующий, реконструируемый, новый завод). Для нового завода можно проектировать технологический процесс с использованием самого новейшего оборудования. Для действующего и реконструируемого завода нужно располагать сведениями об имеющемся оборудовании.
При проектировании технологических процессов необходим также ряд справочных и нормативно-технических материалов (по припускам и допускам, по оборудованию – паспорта, каталоги и др., по режущим, измерительным и вспомогательным инструментам, режимам резания, вспомогательному времени, нормативная документация по технике безопасности, бланки технологической документации (маршрутные карты, технологические карты и карты операционного контроля).
Технологический контроль чертежа детали. Проектирование технологических процессов механической обработки начинается с тщательного изучения чертежа и технических условий на готовую деталь. Во многих случаях требуется также ознакомиться с чертежами узла и изделия, в которые входит обрабатываемая деталь, с условиями работы детали, программой выпуска деталей, а также с производственными условиями, в которых намечено выполнение процесса (оборудование, транспортные средства и др.)
В процессе анализа исходных данных технолог осуществляет технологический контроль чертежа и технических условий. При этом следует выявить пути улучшения технологичности конструкции детали. Это позволит уменьшить трудоемкость изготовления детали, снизить себестоимость ее изготовления (стандартный инструмент, соотношение точности и шероховатости и др.).
Выбор типа производства. Тип производства выбирают, исходя из производственной программы выпуска путем расчета такта выпуска деталей. Размер производственной программы определяют исходя из трудоемкости операций обработки, трудоемкости наладки оборудования на основных операциях, затрат незавершенного производства и других экономических и организационных соображений.
Выбор исходной заготовки. На выбор заготовки и метода ее получения значительное влияние оказывают характеристика материала, из которого должна изготавливаться деталь, ее конструктивные формы и размер, программа выпуска.
Метод получения заготовки должен обеспечить наименьшую себестоимость изготовления заготовки.
Выбор технологических баз является основой построения технологического процесса изготовления детали и имеет большое значение для обеспечения требуемой точности обработки экономичности процесса. Назначая технологические базы для первой и последующих операций обработки, следует руководствоваться следующими общими соображениями:
– установочная и направляющая базы должны иметь необходимую протяженность для обеспечения устойчивого положения заготовки при ее обработке;
– обрабатываемая заготовка должна иметь минимальные деформации от действия силы резания, зажимной силы и от действия собственной массы;
– в качестве технологической базы следует принимать поверхности, обеспечивающие наименьшую погрешность установки и исключающие погрешность базирования.
На первой операции должны быть обработаны те поверхности, которые будут приняты за технологическую базу для последующих операций.
Так как технологической базой на первой операции будут черновые (не обработанные) поверхности, следует выбирать те поверхности, которые допускают по возможности равномерное снятие припусков и достаточно точное взаимное расположение обрабатываемых и не подлежащих обработке поверхностей. Если все поверхности детали подвергают механической обработке, то в качестве базы на первой операции следует выбирать поверхности с наименьшим припуском, чтобы при последующей обработке не получилось брака из-за недостатка припуска.
На второй и последующих операциях технологические базы должны быть возможно точными по геометрической форме и по шероховатости поверхности.
Рекомендуется, если это возможно, соблюдать принцип совмещения баз, т.е. в качестве технологической базы принимать поверхности, которые будут одновременно измерительной базой. Если технологическая база не совпадает с измерительной то возникает погрешность базирования. Следует иметь в виду, что лучшие результаты по точности будут достигнуты в том случае, если технологической и измерительной базой служит конструкторская база.
Необходимо придерживаться принципа постоянства базы на основных операциях обработки, т.е. использовать в качестве технологической базы одни и те же поверхности. С целью соблюдения принципа постоянства баз в ряде случаев на деталях создают искусственные технологические базы, не имеющие конструктивного назначения (центровые гнезда валов, специально обработанные отверстия в корпусных деталях при базировании их на штифты и др.).
Если по условиям обработки не удается выдержать принцип постоянства базы, то в качестве новой базы принимают обработанную поверхность, по возможности наиболее точную и обеспечивающую жесткость установки заготовки.
Установления маршрута обработки отдельных поверхностей детали. На начальной стадии разработки технологического процесса составляют перечень технологических переходов, которые могут быть применены для достижения конечной точности и шероховатости поверхности, проставленных на рабочем чертеже детали. Между рабочим чертежом и технологическим процессом изготовления детали существуют тесные связи. Они обусловлены тем, что каждому методу обработки соответствуют определенные достижимые точность получаемого размера и шероховатость поверхности. Поэтому необходимый метод окончательной обработки поверхности подсказывается рабочим чертежом детали.
Выбор метода окончательной обработки облегчается использованием точностных характеристик различных технологических методов. Так как каждому методу обработки соответствует некоторое оптимальное значение припуска, а общий припуск обычно превышает значение, допускаемое для этого метода, то можно определить и методы предшествующей обработки. Например, при обработке шейки вала до диаметра 50h8 при использовании в качестве заготовки проката последовательность технологических переходов: 1) черновое точение, 2) чистовое точение, 3)шлифование. В данном случае переход чернового точения необходим для приближения формы и размеров заготовки к форме и размерам детали.
Содержание технологических переходов зависит от точности исходной заготовки. Если, например, для изготовления гладкого вала (не ступенчатого) используется калиброванный прокат, то токарная обработка по наружному диаметру исключается и применяется только шлифование.
Определив первый и окончательный переходы, устанавливают необходимость промежуточных переходов. Например, недопустимо при обработке отверстия по 7-му квалитету точности после первого перехода (чернового растачивания отверстия) сразу применять чистовое развертывание, так как точность и качество поверхности после чернового растачивания не обеспечат качественного выполнения чистового развертывания.
Определение последовательности технологических переходов при обработке отдельных поверхностей позволяет выявить необходимые этапы обработки (черновая, чистовая и отделочная) и является базой для формирования технологического маршрута изготовления деталей и отдельных операций.
Проектирование технологического маршрута изготовления детали с выбором типа оборудования. На этапе разработки технологического маршрута припуски и режимы обработки не рассчитывают, поэтому рациональный маршрут выбирают с использованием справочных данных и руководящих материалов по типовым и групповым методам обработки.
Технологические маршруты весьма разнообразны и зависят от конфигурации детали, ее размеров, требуемой точности, программы выпуска, однако при проектировании маршрута следует руководствоваться некоторыми общими соображениями. С методической точки зрения эта работа может быть представлена следующей примерной схемой.
Сначала выявляют необходимость расчленения процесса изготовления детали на операции черновой, чистовой и отделочной обработки. Эту работу выполняют с использованием разработок по установлению маршрута обработки различных поверхностей данной детали.
Операцию черновой обработки целесообразно отделить от чистовой, чтобы уменьшить влияние деформации заготовки после черновой обработки. Однако если заготовка жесткая, а обрабатываемые поверхности незначительны по длине, то такое расчленение не обязательно.
Отделочная обработка, как правило, выполняется на конечной стадии процесса, Но от этого положения в отдельных случаях приходится отступать.
При формировании операций следует учесть, что определенная группа поверхностей потребует обработки с одной установки. К таким поверхностям относятся соосные поверхности вращения и прилегающие к ним торцовые поверхности, а также плоские поверхности, обрабатываемые в несколько позиций.
В самостоятельные операции выделяются обработка зубьев колес, нарезание шлицев, обработка пазов, сверление отверстий с применением многошпиндельных головок и др.
При формировании операций следует иметь в виду следующее:
– на первой операции необходимо обрабатывать те поверхности, которые будут использованы в качестве установочных баз на второй, а возможно и на последующих операциях механической обработки;
– наличие термической или химико-термической обработки.
При формировании технологического маршрута устанавливается тип применяемого оборудования. Станок выбирают по паспортам, каталогам, по фактическому наличию в соответствии с характером обработки, требованиями к точности и шероховатости поверхности на данной операции, размерами обрабатываемой детали, масштабом производства.
Размеры станка должны соответствовать размерам обрабатываемой детали. Необходимо стремиться к максимально эффективному использованию станка по мощности и времени, а для многопозиционных – позиций и суппортов. При выборе станка важным фактором является его стоимость и себестоимость обработки на нем детали.
В единичном производстве применяют универсальные станки, серийном – специализированные, а в массовом – специальные (автоматы, полуавтоматы, агрегатные и др.)
Выполненная наметка технологического маршрута оформляется в виде операционных эскизов заготовок с указанием схемы их базирования и с выделением жирными линиями обрабатываемых поверхностей.
В маршрут технологического процесса включают опущенные второстепенные операции (обработку крепежных отверстий, снятие фасок, зачистку заусенцев, промывку и др.).
Место термической операции в технологическом маршруте. В процессе изготовления детали операции термической обработки должны быть увязаны с операциями механической обработки. Различают предварительную, промежуточную и окончательную термическую обработку.
Предварительная ТО – осуществляется до выполнения операций механической обработки и заключается в отжиге, нормализации или улучшении заготовок. Поковки из конструкционных материалов, отливки и сварные заготовки подвергают операции отжига, что позволяет резко снизить остаточные напряжения в материале и улучшить его обрабатываемость резанием. Если при изготовлении деталей из среднеуглеродистых сталей окончательная термическая обработка заключается в нормализации или улучшении, то эти операции выполняют перед механической обработкой. Улучшение осуществляют до твердости не выше НRC 40 (НВ 390), так как при более высокой твердости обработка лезвийным инструментом затруднительна. Промежуточная ТО – применяется после чернового резания и заключается в нормализации стальных деталей и в процессе старения отливок. Нормализации подвергают заготовки из малоуглеродистых сталей, в том числе из легированных малоуглеродистых сталей (20Х, 20ХН), с целью обеспечения лучшей обрабатываемости при чистовом резании или при обработке методом пластического деформирования (раскатка отверстий и др.). Окончательная ТО – осуществляется в виде общей закалки детали или поверхностной. Если окончательная термическая обработка заключается в общей закалке детали до твердости выше НRC 40, то эту обработку ведут после чистовой обработки до шлифования. При необходимости цементации с последующей закалкой отдельных поверхностей детали применяют предварительное омеднение тех поверхностей, которые не подлежат цементации. Для предохранения поверхностей, подлежащих цементации от покрытия слоем меди, на эти поверхности наносят диэлектрики, чаще всего лак.
Определение припусков. Общий припуск на обработку равен сумме промежуточных припусков. Общий припуск на обработку зависит от ряда факторов: размеров и конфигурации деталей, материала детали, точности детали, способа изготовления заготовки и др.
Припуски следует назначать оптимальными с учетом конкретных условий обработки. Завышенные припуски приводят к излишнему расходу материала, возрастанию трудоемкости механической обработки, повышению эксплуатационных расходов станочной обработки (расход инструмента, электроэнергии и др.). Недостаточные припуски могут препятствовать исправлению погрешностей от предшествующей обработки и получению необходимой точности и шероховатости обработанной поверхности на выполняемом переходе.
Значения припусков устанавливают по опытно-статистическим данным (нормативным таблицам) или расчетно-аналитическим методом.
Расчетно-аналитический метод определения припусков применим для массового, крупно- и среднесерийного производства. В условиях единичного и мелкосерийного производства припуски устанавливают по нормативным таблицам.
На основе расчета промежуточных припусков возможно определение предельных промежуточных и исходных размеров заготовки. Построение схемы начинают с наименьшего предельного размера после окончательной обработки. Наибольшие предельные размеры заготовок получают прибавлением к наименьшим диаметральным размерам значений технологических допусков (на чистовое точение, черновое точение и допуск на размер исходной заготовки).
Наибольшие припуски получают путем вычитания наибольших предельных размеров заготовки на предшествующем и выполняемом переходам.
Построение операций и выбор технологической оснастки. При проектировании технологической операции выполняют следующие взаимосвязанные работы: выбирают структуру построения операции механической обработки; уточняют содержание технологических переходов в операции; выбирают модель станка; выбирают технологическую оснастку; рассчитывают режимы обработки; рассчитывают норму времени; определяют разряд работы; обосновывают эффективность операции.
Проектирование операции является многовариантной задачей, поэтому оценку возможных вариантов производят на основе технико-экономических расчетов. Проектируя отдельные операции, уточняют технологический маршрут изготовления детали и вносят в него необходимые коррективы.
При разработке структуры операции механической обработки необходимо стремиться к достижению наиболее экономичного варианта. Важным фактором, влияющим на себестоимость продукции, является производительность процесса, оцениваемая трудоемкостью единицы продукции, т.е. штучным временем. Основными составляющими которого являются основное и вспомогательное время.
В связи с эти при формировании операции с целью возможного перекрытия элементов основного и вспомогательного времени рассматривают схемы построения операций, отличающиеся:
– числом одновременно устанавливаемых заготовок (одноместные и многоместные схемы);
– числом участвующих в обработке инструментов – одноинструментная и многоинструментная обработка;
– порядком использования инструментов – последовательная, параллельная, параллельно-последовательная обработка. Выбор определенной схемы построения операции в значительной мере зависит от программы выпуска и размеров детали. При единичном производстве деталей любых размеров наиболее рациональной будет одноместная одноинструментная последовательная обработка, а при серийном и массовом производстве некрупных деталей – многоместная многоинструментная параллельная или параллельно-последовательная обработка.
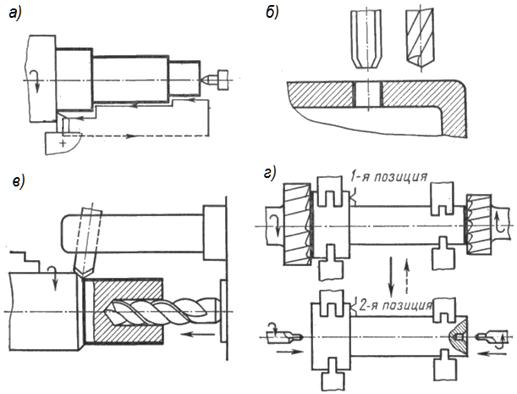
Рисунок 29 - Примеры одноместной обработки
На рисунке 29 показаны примеры одноинструментной обработки: а – одноинструментная последовательная обточка ступенчатого вала: б – последовательная обработка несколькими инструментами – сверление и зенкерование отверстия; в – параллельная многоинструментная обработка – сверление и одновременно наружное точение; г – параллельно-последовательная обработка – выполнение фрезерно-центровальной операции в две позиции: на 1-й позиции – одновременное фрезерование двух торцов, на 2-й позиции – одновременное центрование торцов.
Выбор технологической оснастки. Одновременно с выбором оборудования выбирают приспособление, режущий и измерительный инструмент. При выборе технологической оснастки следует учитывать тип производства, вид изделия и программу его выпуска, характер намеченной технологии, возможность максимального применения имеющейся стандартной оснастки.
Выбор приспособлений в значительной мере зависит от программы выпуска деталей:
– в единичном и мелкосерийном производстве используют приспособления универсального типа (тиски, кулачковые патроны, делительные головки и др.);
– в серийном – универсальные переналаживаемые приспособления и приспособления для групповой обработки;
- в массовом – высокопроизводительные специальные приспособления, позволяющие резко сократить время на установку и закрепление заготовки перед обработкой и на снятие заготовки по окончании выполнения операции.
Выбор режущего инструмента производят с четом метода обработки, материала обрабатываемой детали, ее размера и конфигурации, требуемого качества обрабатываемой поверхности, программы выпуска деталей. При выборе режущегоинструмента в первую очередь ориентируются на применение стандартного инструмента, однако на отдельных операциях, особенно в условиях серийного и массового производства, предусматривают специальный инструмент. Для режущей части инструмента широко используют твердые сплавы, обеспечивающие высокие скорости резания и сверхтвердые. Твердые сплавы: однокарбидные (ВК) – для обработки чугунов и цветных сплавов; двухкарбидные (ТК) – для обработки вязких материалов; трехкарбидные (ТТК) – для скоростного резания, чистовая обработка. При отделочной обработке расширяется применение алмазов (натуральных и синтетических), особенно при обработке цветных металлов и сплавов (бронзы, латуни, алюминиевых сплавов и т.п.), для правки шлифовальных кругов.
Выбор измерительных средств производят с учетом соответствия точностных характеристик инструмента точности выполняемого размера, вида измеряемой поверхности, а также масштаба выпуска деталей. В условиях единичного и мелкосерийного производства применяют в основном универсальные инструменты: штангенциркули, микрометры, нутромеры, универсальные индикаторные приборы и др. С увеличением масштаба выпуска деталей возрастает применение предельных калибров, шаблонов, различных контрольных приспособлений и автоматических средств контроля.
Расчет режимов обработки. Режимы обработки характеризуются глубиной резания, подачей и скоростью резания. В первую очередь назначают глубину резания, затем подачу и в последнюю очередь скорость резания. Методика расчета режимов резания при одноинструментной обработке заключается в следующем.
Прежде всего определяют предельные размеры:
– расчетный диаметр для наружных поверхностей – Dp=Dпред.опер и для внутренних поверхностей – Dp=Dпослед.опер; при фрезеровании, сверлении и неподвижной детали расчетным диаметром является наружный диаметр инструмента;
– расчетную длину обработки с учетом врезания и перебега инструмента и взятия пробных стружек – L=l1+l+l2+ lпр.
Глубину резания при черновой обработке назначают, исходя из соображений снятия припуска за один рабочий ход; в этом случае глубина резания будет соответствовать промежуточному припуску.
Расчетный припуск на обработку
– наружных поверхностей –  ;
;
– внутренних поверхностей –  .
.
Если припуск превышает допускаемый для данного случая обработки, то назначают два и более рабочих ходов i = 1; 2…, но глубину резания принимают максимально допустимую, чтобы уменьшить число рабочих ходов. При чистовой обработке глубину резания назначают, исходя из условия обеспечения точности получаемого размера и заданной шероховатости поверхности. Глубина резания  .
.
После установления глубины резания выбирается подача. На подачу влияет глубина резания, характер обработки, обрабатываемый материал, сечение державки резца (для токарной обработки). Обычно задается интервал, например,  мм/об. Подача должна быть максимально технологически допустимая. При черновой обработке подача лимитируется прочностью и жесткостью элементов технологической системы, стараются выбрать наибольшую подачу и принимают ее ближайшее значение для станка
мм/об. Подача должна быть максимально технологически допустимая. При черновой обработке подача лимитируется прочностью и жесткостью элементов технологической системы, стараются выбрать наибольшую подачу и принимают ее ближайшее значение для станка  мм/об. При чистовой обработке подача выбирается в зависимости от заданной шероховатостью поверхности с учетом обрабатываемого материала, скорости резания и радиуса при вершине резца (для токарной обработки). Выбирают меньшую подачу и корректируют по паспортным данным станка.
мм/об. При чистовой обработке подача выбирается в зависимости от заданной шероховатостью поверхности с учетом обрабатываемого материала, скорости резания и радиуса при вершине резца (для токарной обработки). Выбирают меньшую подачу и корректируют по паспортным данным станка.
Период стойкости режущего инструмента Т выбирают по нормативам (среднее значение) в зависимости от размера и типа режущего инструмента, характеристики материала обрабатываемой детали и условий работы.
После определения глубины подачи и периода стойкости режущего инструмента определяют скорость резания:
 ,
,
где Тm – период стойкости инструмента;
СV – постоянная величина, зависящая от материала инструмента, материала детали, вида обработки и характера обработки;
t –глубина резания;
s – подача;
m, хv, уv – показатели степени, определяют по справочнику.
Скорость резания зависит от выбранной глубины резания и подачи, качества обрабатываемого материала, режущих свойств инструмента, геометрических параметров режущего элемента инструмента и других факторов. В повседневной практике скорость резания определяют на основании нормативов режимов и вносят поправки в связи с факторами, не учитываемыми нормативами  , м/мин.
, м/мин.
По данным скорости резания находят расчетную частоту вращения режущего инструмента или заготовки (n) или расчетное число двойных ходов инструмента в минуту.
 , мин-1
, мин-1
Расчетное число n согласовывают с паспортными данными станка и принимают ближайшее меньшее, если у станка ступенчатое число оборотов, то тогда можно брать расчетное значение. После этого определяют действительную (расчетную) скорость резания  .
.
Расчетную скорость резания при черновой обработке проверяют по допустимой мощности станка.
Составляющие силы резания на станке рассчитывают по формулам
 , Н
, Н
 , Н
, Н
 , Н,
, Н,
 , Нм.
, Нм.
где СР – постоянная для данных условий резания и показатели степени хр, ур, hр выбирают по справочникам;
НВ – твердость, с которой деталь приходит на обработку;
Кр – поправочный коэффициент, представляет собой произведение из ряда коэффициентов, учитывающих изменения условий резания
Кр= КМ Кφ Кγ Кλ Кr.
Эффективную мощность на резце определяют по формуле Ne=Pz·V·10-3, кВт. Мощность на приводе станка определяют по формуле Nпр= Ne/ηст и сравнивают с мощностью станка (Nпр должна быть меньше Ne).
По найденным значениям режима резания производят проверочный расчет по усилию подачи, допускаемому прочностью механизма подачи станка, по крутящему моменту, допускаемому прочностью привода главного движения, по мощности станка. Если необходимо, корректируют рассчитанные значения подачи и скорости резания.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 12496; Нарушение авторских прав?; Мы поможем в написании вашей работы!