КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение числа переходов при вытяжке
Часто коэффициент вытяжки, необходимый для получения детали, больше предельного коэффициента
 .
.
 - коэффициент вытяжки.
- коэффициент вытяжки.
Предельный коэффициент вытяжки – это самый большой коэффициент, при котором заготовка вытягивается без дефектов.
Дефекты при вытяжке:
1. Обрыв дна заготовки
Образуется если:
1)  ;
;
2)  ;
;
3)  ;
;
4) .
.
2. Чрезмерное утонение
 Допускается минимальное утонение до 15%.
Допускается минимальное утонение до 15%.
Образуется если:
1) ;
2) ;
3) ;
4).
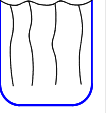
3. Образование полос на детали
Полосы – это наличие мелких гофр, которые выправляются при переходе через ребро матрицы.
Образуется, если  .
.
4. Неровный торец
Образуется, когда прижим неравномерно прижат с одной из сторон.
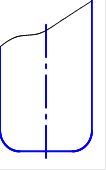
5. Такая форма заготовки образуется в результате большого зазора между матрицей и пуансоном.
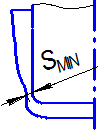
Предельный коэффициент вытяжки  определяется из условия
определяется из условия 
 .
.
В этот момент определяют  .
.

Отсюда находим предельный коэффициент  .
.
Другими словами, если процесс вытяжки происходит в нестандартном режиме (прижим, радиус закругления матрицы и др.), то находят , то есть  .
.
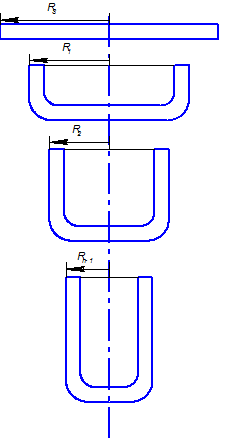
Число переходов при вытяжки определяют следующим образом:
 ,
,
 ,
,
перепишем выражение в следующем виде
 ,
,
в результате получим
 ,
,
то есть процесс можно разбить на n операций вытяжки.
Число операций вытяжки n легко бы нашлось, если бы задались, что 
Однако практика показывает, что коэффициенты вытяжки на разных операциях – разные. Причем на первых операциях наибольший, на последующих он значительно меньше, примерно в  раза. Однако, начиная со второй операции
раза. Однако, начиная со второй операции  , а
, а  .
.
То, что на последующих операциях коэффициент вытяжки значительно меньше, чем на первой операции, объясняется следующими причинами:
1. Заготовка в виде цилиндра уже упрочнена. Фланец упрочняется и утолщается, и его значительно труднее тянуть.
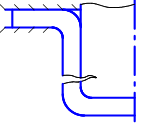
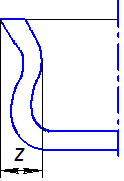
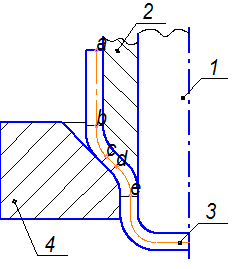
2. Имеет место дополнительное напряжение от изгиба и трения не только по радиусу матрицы, но и по радиусу прижима (участок bc).
1 – пуансон,
2 – прижим,
3 – деталь,
4 – матрица.
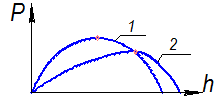
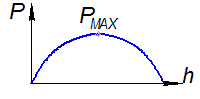
Диаграмма усилия при вытяжке на последующих операциях выглядит следующим образом:
1 – диаграмма первого перехода,
2 – диаграмма последующих переходов.
Диаграмма 1 короче, однако, усилие процесса выше за счет площади сечения. На последующих – усилие меньше, так как площадь сечения уменьшается.
График изменения напряжений в опасном сечении:
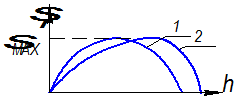
Но напряжения в первом и последующих переходах в опасном сечении одинаковы, они не должны превышать предел прочности.
При вытяжке последующих переходов опасными сечениями являются участки прежде недеформируемые.
Возможность последующих операций вытяжки в первую очередь объясняются снижением коэффициента вытяжки или уменьшением зоны сопротивления очага деформации.
Поэтому последнее равенство запишется следующим образом: на последующих операциях приняты одинаковые коэффициенты, их число n-1, а на первом переходе – отличный от вышесказанных.
 .
.
Прологарифмируем данное выражение, в результате получим:
 .
.
Найдем число переходов:
 .
.
Опыты показывают, что  ,
,  .
.
Полученное количество переходов  округляют до целого числа
округляют до целого числа  .
.
Пример: полученное число переходов 

 .
.
После этого нужно скорректировать коэффициенты вытяжки по переходам следующим образом: снижая пропорционально эти коэффициенты так, чтобы их произведение было равно этому целому числу

Коэффициент вытяжки можно снизить на одной операции, но на ней снизится надежность (оснастки, оборудования и др.), а на другой останется прежней. То есть так делать нежелательно, так как нужно, чтобы истирание проходило равномерно, тогда будет получена надежная технология и производство.
|
|
Дата добавления: 2014-01-20; Просмотров: 2996; Нарушение авторских прав?; Мы поможем в написании вашей работы!