КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности вытяжки деталей с фланцем
|
|
|
|
Способы вытяжки с применением взрывных устройств (высокоскоростная вытяжка)
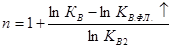
§ Высокоскоростная вытяжка (вытяжка взрывом)
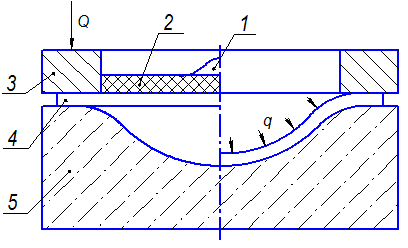
1 – запал,
2 – взрывчатое вещество,
3 – прижим,
4 – заготовка,
5 – матрица.
Способ находит применение при изготовлении крупногабаритных изделий диаметром от 5 до 20 м. Мощность взрыва, направленная в сторону деформирования рассчитывается из условия  . Также способ применяется при изготовлении крупногабаритных зеркал для астрономической техники.
. Также способ применяется при изготовлении крупногабаритных зеркал для астрономической техники.
§ Магнитно-импульсная вытяжка
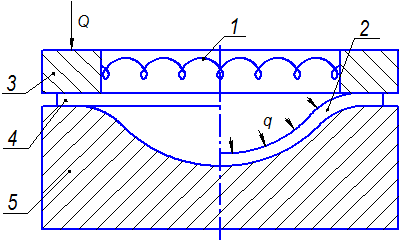
1 – индуктор,
2 – деталь,
3 – прижим,
4 – заготовка,
5 – матрица.
Принцип работы:
По индуктору проходит переменный ток (разряд конденсатора). В результате вокруг индуктора возникает сильное магнитное поле переменное по величине. Это магнитное поле в свою очередь вызывает токи Фуко в металлической заготовке, которая должна быть электропроводна. Токи Фуко движутся хаотично, эти токи формируют свое магнитное поле. Эти поля взаимодействуют между собой путем отталкивания друг от друга с силой, достаточной для деформирования заготовки.
Недостатки способа:
1. Способ хорош только для электропроводных материалов
2. Требуется индуктор, который по механическим характеристикам не должен деформироваться.
Данный способ применяется для относительно небольших деталей. Также он применяется для плотного соединения двух деталей.

Также можно выделить следующие специальные способы вытяжки.
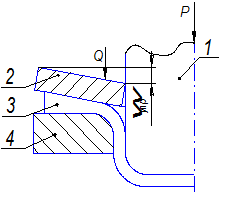
§ Вытяжка с пульсирующим прижимом
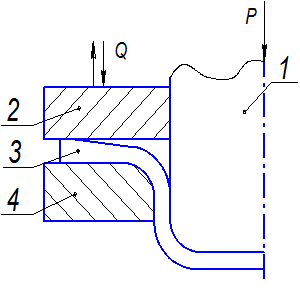
1 – пуансон,
2 – прижим,
3 – заготовка,
4 – матрица.
Принцип работы:
При вытяжке тонкостенных заготовок прижим совершает пульсирующие движения с небольшой амплитудой. При вытяжке образуются гофры на фланце, что приводит к увеличению площади поверхности фланца. При опускании прижима вниз происходит выпрямление гофр и избыток металла по действием силы Р перемещается в очко матрицы. Коэффициент вытяжки составляет примерно  .
.
Недостатки способа:
1. Требуется специализированное оборудование
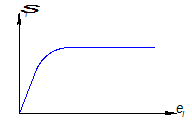
2. Материал должен обладать малой степенью упрочнения, то есть кривая упрочнения желательно должна иметь следующий вид. Такими свойствами обладают такие материалы, как АД0, АД1. В противном случае наклеп будет настолько велик, что материал разрушится.
§ Инструментальная вытяжка с активными силами трения
Принцип работы: Упругое кольцо имеет возможность увеличивать свой диаметр в упругой области. Не мешая основному процессу вытяжки, оно, плотно прижимая заготовку к пуансону, способствует возникновению активных сил трения  , действующих на заготовку по всей вытянутой цилиндрической части. С другой стороны на поверхности с ее стороны вызывает реактивные силы
, действующих на заготовку по всей вытянутой цилиндрической части. С другой стороны на поверхности с ее стороны вызывает реактивные силы  . Однако площадь, где действуют активные силы на много превышают площадь, где действуют реактивные силы. Поэтому упругое кольцо позволяет снизить напряжения в опасном сечении и увеличивать коэффициент вытяжки, но не на много, примерно на 10-20 %
. Однако площадь, где действуют активные силы на много превышают площадь, где действуют реактивные силы. Поэтому упругое кольцо позволяет снизить напряжения в опасном сечении и увеличивать коэффициент вытяжки, но не на много, примерно на 10-20 %
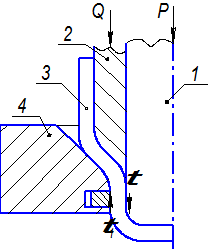
1 – пуансон,
2 – прижим,
3 – заготовка,
4 – матрица,
5 – упругое кольцо.


Главным преимуществом упругого кольца является то, что оно может выполнить функцию уменьшения разнотолщинности по периметру сечения для анизотропных деталей.
Усилий требуется на много меньше при повторной деформации заготовки, так как она уже находится в пластическом состоянии. Это дает возможность после того, как произошла вытяжка использовать упругое кольцо как съемник. Оно после вытяжки уменьшает диаметр, и заготовка при дальнейшем движении снимается.
§ Вытяжка с упругим прижимом
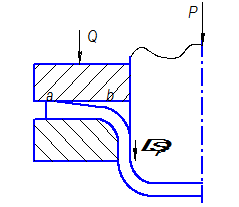
1 – пуансон,
2 – прижим,
3 – деталь,
4 – матрица.

Для обычных условий вытяжки, то есть при жестком прижиме, для очень тонких заготовок  при зазоре 0,07-0,05 мм образуется гофра в зоне, свободной от контакта прижима с заготовкой (зона ab). При обычных условиях гофра, проходя через перегиб, выпрямляется, для этого требуется большее усилие. Наличие упругого прижима дает условие соприкосновения заготовки по всей поверхности фланца.
при зазоре 0,07-0,05 мм образуется гофра в зоне, свободной от контакта прижима с заготовкой (зона ab). При обычных условиях гофра, проходя через перегиб, выпрямляется, для этого требуется большее усилие. Наличие упругого прижима дает условие соприкосновения заготовки по всей поверхности фланца.
Преимущества:
1. Это устраняет гофрообразование на свободном участке фланца
2. Уменьшает усилие прижима
3. Увеличивает коэффициент вытяжки
Различают вытяжку с
§ широким фланцем
§ узким фланцем
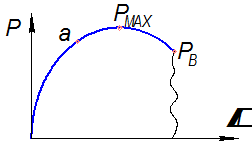
Вытяжка деталей с широким фланцем имеет особенность, что процесс заканчивается при усилии, которое не достигает максимального значения в случае вытяжки этой детали на провал.
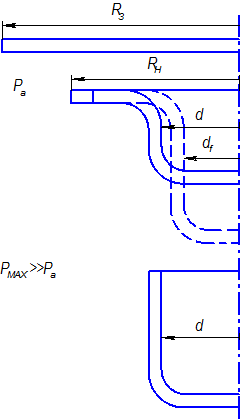
Теоретически определить вытяжку с широким фланцем можно согласно ранее приведенным формулам.

Зная радиус заготовки, радиус кромки, механические свойства получаем относительную величину перемещения кромки.
Если  (*), то фланец широкий.
(*), то фланец широкий.
 , следовательно возможность обрыва дна больше во втором случае. Вытяжка заготовок с широким фланцем имеет значительный запас прочности в опасном сечении, а следовательно можно увеличить коэффициент вытяжки для деталей с широким фланцем. Увеличение составляет
, следовательно возможность обрыва дна больше во втором случае. Вытяжка заготовок с широким фланцем имеет значительный запас прочности в опасном сечении, а следовательно можно увеличить коэффициент вытяжки для деталей с широким фланцем. Увеличение составляет  .
.
Другими словами, можно получить деталь с широким фланцем меньшего диаметра. Деталь с широким фланцем с диаметром  имеет такое же напряжение в опасном сечении, как и вытяжка цилиндрических деталей с диаметром
имеет такое же напряжение в опасном сечении, как и вытяжка цилиндрических деталей с диаметром  .
.
Метод, связанный с определением предельного коэффициента вытяжки:



При последующей операции вытяжки, не зависимо от формы заготовки (с фланцем или без фланца), коэффициент вытяжки одинаковый и выбирается из таблицы.
Количество переходов для детали с фланцем определяется следующим образом
Учет детали с фланцем направлен на интенсификацию вытяжки.
Детали с узким фланцем, для которых не выполняется соотношение (*) рассчитываются также, как обычные цилиндрические детали.
Так как усилие, на котором заканчивается процесс хотя и меньше, но заготовка прошла при вытяжке стадию  , которая и определяет предельный коэффициент. Поэтому напряжение, соответствующее этой стадии равно напряжению, соответствующее , поэтому заготовка также порвется, как и цилиндрическая.
, которая и определяет предельный коэффициент. Поэтому напряжение, соответствующее этой стадии равно напряжению, соответствующее , поэтому заготовка также порвется, как и цилиндрическая.
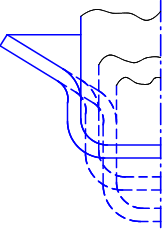
Схема последующей вытяжки для детали с широким фланцем методом последовательных цилиндров
1 – пуансон,
2 – прижим,
3 – деталь,
4 – матрица.
Особенности:
Очень трудно установить момент окончания процесса вытяжки. Если не дотянуть заготовку, то останется волна; если перетянуть заготовку, то либо произойдет сильное утонение, либо образуется обрыв. Чтобы этого избежать на последующих переходах занижают коэффициент вытяжки на 20-30%.
Фланец заготовки может быть как плоским, так и коническим.
Схема вытяжки для детали с широким фланцем методом параллельных конусов
Этот метод вытяжки, по сравнению с методом последовательных цилиндров, встречается чаще.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 3697; Нарушение авторских прав?; Мы поможем в написании вашей работы!