КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нанесение полимерных материалов на детали
|
|
|
|
В ремонтном производстве полимерные покрытия наносят на детали газопламенным методом, а также расплавлением порошка в псевдоожиженном состоянии.
Газопламенное напыление порошковых полимерных материалов осуществляется на установках аналогично напылению порошковых металлических материалов. Покрываемые поверхности тщательно очищают от всех видов загрязнений и окислов, а поверхности, не подлежащие покрытию, защищают экранами из фольги или асбеста. Перед напылением деталь покрывают теплоизоляционным грунтом и нагревают газовой горелкой до температуры, превышающей температуру плавления полимерного порошка, что предохраняет покрытия от растрескивания после охлаждения.
При напылении порошок полимера подается в газовое пламя инжекторной газовой горелки и струей сжатого воздуха под давлением 0,4—0,6 МПа в расплавленном состоянии наносится на поверхность детали. Порошок расплавляется под действием газового пламени и предварительно нагретого изделия. Используются специальные порошки, например, ТПФ-37, ПФН-12, а также полиэтилен, капрон, полистирол и различные составы из этих и других полиамидных материалов с наполнителями. Толщина покрытия может достигать 10 мм. За один проход покрывается поверхность шириной 20—70 мм. После нанесения покрытия его дополнительно прогревают пламенем горелки или в нагревательном устройстве и для уплотнения прокатывают металлическим валиком.
При напылении неметаллических материалов деталь часто не подогревают, а покрывают специальным клеем, обеспечивающим более прочное сцепление покрытия с изделием.
При ремонте машин газопламенное напыление полимерных материалов применяют для заделки мелких дефектов деталей и следов сварки, нанесения антифрикционного, антикоррозионного, электроизоляционного, теплоизоляционного и декоративного покрытий.
Нанесение покрытия в псевдоожиженном слое порошка. Полимерное покрытие на деталях создается за счет расплавления порошка с размером частиц 0,1—0,15 мм, находящегося в псевдоожиженном состоянии, под действием тепла предварительно нагретой детали. Разновидности этого метода различаются способом перевода наплавляемого порошка в псевдоожиженное состояние. Из них получили применение вихревой, вибрационный и комбинированный способы.
При вихревом методе псевдоожиженное (взвихренное) состояние порошка создается потоком воздуха или инертного газа. Оборудование представляет собой камеру 2 (рис. 4.65), которая разделена на две части пористой перегородкой 6 и фильтром 5, обеспечивающими поступление воздуха из нижней части камеры в верхнюю. В верхней части камеры на фильтр насыпают слой наплавляемого порошка, толщина которого должна быть не менее 100 мм. Фильтр 5 препятствует засорению порошком отверстий в перегородке и пересыпанию его из верхней части камеры в нижнюю.
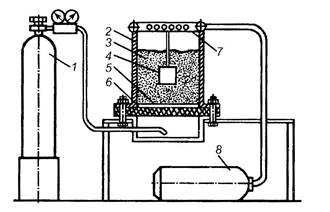
Рис. 4.65. Схема установки для вихревого напыления полимерного покрытия: 1 — баллон; 2 — камера; 3 — порошок; 4 — напыляемая деталь; 5 — тканный фильтр; 6 — пористая перегородка; 7 — вытяжное устройство; 8 — отсасывающее устройство
Из баллона 1 в нижнюю часть камеры подают под давлением 0,1—0,2 МПа инертный газ, который, пройдя через перегородку и фильтр, приводит порошок 3 во взвешенное (псевдоожиженное) состояние.
Восстанавливаемую деталь 4, нагретую до температуры выше температуры плавления данного полимера, помещают в псевдоожиженный слой полимерного порошка, который, контактируя с нагретой деталью, расплавляется, образуя на ней тонкослойное покрытие. Места, не подлежащие покрытию, необходимо изолировать фольгой, жидким стеклом или другим легко удаляемым материалом.
В зависимости от температуры нагрева детали, времени нахождения ее в порошке, теплопроводности и температуры его плавления толщина покрытия может составлять 0,08—1 мм. Качественное покрытие формируется независимо от сложности формы детали, что является существенным преимуществом данного способа. Он находит применение для создания антифрикционных и защитных покрытий.
Для снятия внутренних напряжений деталь после нанесения покрытия нагревают и выдерживают в масле при температуре 150—160 °С в течение 15—60 мин.
Вибрационным способом псевдоожиженное состояние наплавляемого порошка создается за счет сообщения камере специальным вибратором колебаний с частотой 50—100 Гц. Это обеспечивает более равномерное и качественное покрытие толщиной до 1,5 мм. По сравнению с вихревым вибрационный способ является более экономичным, так как не требуется сжатый воздух, а благодаря тому, что деталь не охлаждается потоком газа, исключены связанные с этим потери тепла, накопленного ею при нагревании перед нанесением покрытия. За счет этого, при прочих равных условиях, обеспечивается большая толщина формируемого покрытия. После нанесения покрытия деталь помещают в камеру для оплавления.
Комбинированный (вибровихревой) способ представляет собой сочетание рассмотренных выше. При этом способе камере с псевдоожиженным газом порошком сообщают с помощью специального устройства колебания с частотой 50—100 Гц и амплитудой до 10 мм. Благодаря этому повышается качество покрытия и обеспечивается возможность наносить покрытия большей толщины, чем при вихревом или вибрационном способе.
Достоинства вибровихревого метода по сравнению с вихревым и вибрационным следующие:
— надежное и более равномерное псевдоожижение порошка по всему объему, включая порошки, склонные к слипанию и комкованию;
— увеличение до 2 раз отношения объема порошка в псевдоожиженном состоянии к объему насыпного порошка;
— хорошее псевдоожижение смеси порошков полимеров и наполнителей и отсутствие их расслоения во время формирования покрытия;
— равномерная по высоте детали и увеличенная при тех же условиях толщина покрытия.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1490; Нарушение авторских прав?; Мы поможем в написании вашей работы!