КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Восстановление неподвижных цилиндрических и резьбовых соединений
|
|
|
|
Для восстановления цилиндрических соединений типа кольцо подшипника — корпус, цилиндрический стакан — корпус применяют полимерные композиции, эластомеры и анаэробные герметики. Во всех случаях поверхности зачищают до чистого металла, обезжиривают ацетоном и высушивают. Применяют два способа восстановления таких соединений с помощью полимерных материалов.
Первый способ характеризуется тем, что отверждение полимерного материала производится после сборки соединения. Он применяется обычно при зазоре в соединении до 0,2 мм. На поверхность детали наносят полимерный материал (эпоксидный состав А или металлополимер), который выдерживают определенное время на открытом воздухе для предварительного отверждения, собирают соединение, удаляют излишки нанесенного материала, а оставшийся между соединяемыми деталями материал подвергается отверждению. В результате создается беззазорное соединение деталей.
Второй способ отличается тем, что нанесенный полимерный материал обрабатывают, обычно растачиванием, после его отверждения для получения номинального или ремонтного размера восстанавливаемой поверхности. Более эффективным и простым в реализации по сравнению с растачиванием является способ восстановления посадочных поверхностей в корпусных деталях методом размерного калибрования отверстий, покрытых полимерным материалом. Калибрование проводится после частичного его отверждения и позволяет исключить операцию растачивания восстанавливаемого отверстия.
При применении этого способа выполняются следующие основные операции: очистка и обезжиривание восстанавливаемого отверстия; нанесение на подготовленную поверхность полимерного материала толщиной 1—1,5 мм и частичное его отверждение; калибрование восстанавливаемого отверстия; окончательное отверждение нанесенного материала и контроль качества покрытия.
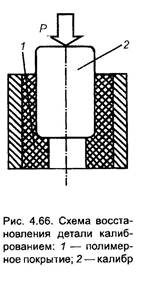
Калибрование полимерного покрытия 1 (рис. 4.66) производится на прессовом оборудовании, специальных стендах или металлорежущих станках (вертикально-сверлильных или токарных) с помощью оправки 2, которую под действием усилия Р проталкивают без относительного вращения через восстанавливаемое отверстие. Оправку предварительно смазывают маслом или техническим солидолом для уменьшения трения.
Метод калибрования позволяет формировать покрытое полимерным составом отверстие под заданный (номинальный или ремонтный) размер соединения деталей, обеспечивая высокую производительность и стабильное качество восстановления.
При ремонте неподвижных подшипниковых соединений (корпус-подшипник, вал-подшипник и др.) часто применяют также эластомеры и герметики. Эластомер наносят послойно с определенным интервалом времени между слоями до получения заданной толщины покрытия. Толщина одного слоя находится в пределах 0,01—0,015 мм, а допускаемая его общая толщина зависит от марки наносимого материала и применяемой технологии. При необходимости проводят термообработку покрытия, режим которой зависит от его состава. Неподвижные соединения с покрытием из эластомера или герметика собирают запрессовкой с натягом 0,01—0,03 мм.
Благодаря малой толщине одного слоя покрытия применение эластомеров эффективно также для восстановления неподвижных соединений при ослаблении посадки, например, между кольцом подшипника или стаканом и корпусом.
При износе посадочного отверстия в корпусной детали эластомер наносят на поверхность наружного кольца подшипника (стакана) до получения необходимой посадки в соединении.
Часто посадочные поверхности в корпусах восстанавливают вклеиванием с помощью эпоксидного состава А изготовленных с необходимой точностью втулок. В этом случае последующая механическая обработка не требуется. Посадочные отверстия восстанавливают также с применением полимерных материалов и свертных втулок. Втулку вклеивают в восстанавливаемое отверстие и после частичного отверждения полимерного материала раскатывают до получения необходимого размера.
Для фиксации колец подшипников в корпусе или на валу с помощью анаэробных герметиков подготовленные поверхности сопрягаемых деталей покрывают одинаковым по толщине слоем герметика. Для повышения точности восстанавливаемого соединения сопрягаемые детали центрируют относительно друг друга с помощью специального приспособления и выдерживают в нем при комнатной температуре, пока анаэробный материал не приобретет прочность, обеспечивающую сохранение относительного положения сопрягаемых деталей вне этого приспособления. В зависимости от марки герметик приобретает полную прочность через 3—24 ч. Марку герметика выбирают в зависимости от зазора в соединении. Например, максимальный зазор в соединении при применении герметика АН-1 составляет 0,07 мм, а герметика АН-6 — 0,7 мм. С увеличением толщины слоя герметика долговечность соединения снижается. Для повышения прочности и расширения технологических возможностей в герметики вводят наполнители.
Для восстановления резьбовых поверхностей и соединений применяются эпоксидные составы, металлополимеры и герметики.
Технология восстановления резьбовых поверхностей методом холодной сварки с помощью металлополимеров отличается простотой и малой трудоемкостью. Резьбовую поверхность эталонного болта смачивают специальной разделительной жидкостью (двухпроцентным раствором поли-изобутилена в бензине) и покрывают металлополимером, например, ремонтно-композиционным материалом. Затем болт ввинчивают в очищенное и обезжиренное восстанавливаемое резьбовое отверстие. Благодаря разделительной жидкости, металлополимер сцепляется только с материалом восстанавливаемой детали. После затвердевания металлополимера болт вывинчивают из отверстия. Высокое качество восстановления резьбовых поверхностей возможно только при правильном выборе полимерного материала исходя из его свойств и условий эксплуатации резьбового соединения.
Сильно изношенные резьбовые отверстия в корпусных деталях часто восстанавливают установкой ввертышей, для более надежного закрепления которых в детали используется эпоксидный состав А.
При небольшом износе резьбовое соединение восстанавливают путем нанесения эпоксидного состава на подготовленные резьбовые поверхности обеих деталей соединения. При износе до 0,3 мм применяют состав Е или анаэробный герметик, а при износе более 0,3 мм — составы Б или В в зависимости от материала детали. Для стопорения резьбовых соединений применяют анаэробный герметик или состав Е. Эффективность использования указанных материалов зависит от соблюдения режима их отверждения и требований к подготовке поверхностей.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1078; Нарушение авторских прав?; Мы поможем в написании вашей работы!