КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
План лекции
|
|
|
|
Активный раздаточный материал
КАЗАХСКАЯ ГОЛОВНАЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНАЯ АКАДЕМИЯ
| Подъемно - транспортные и строительные машины. (ПТиСМ). ПСМиК | Факультет: общего строительства |
| 2 кредита, (1/1/0) | пятый семестр 2013-14 уч. год |
| Лекции №13.. Оборудование для формования, резки и укладки кирпича | Ассоциированный профессор Бурцев Виктор Васильевич |
Шнековый вакуумный пресс, схема конструкции, расчет основных параметров. Автоматы для резки и укладки кирпича. Автоматы садчики. Пресса полусухого прессования кирпича и плитки. Оборудование для производства силикатного кирпича. Расчет основных параметров прессов. Определение производительности и мощности привода.
Краткое содержание занятия.

 В соответствии с принятой технологией переработки сырья и подготовки массы формование керамических изделий производят тремя способами: пластическим, полусухим, литьем. Наиболее распространен первый. Он предназначен для формования стеновых керамических изделий, черепицы, канализационных и дренажных труб, а также архитектурно-художественной керамики. Второй используют для формования керамических плиток. Третьим способом формуют изделия сложной конфигурации (санитарно-техническую и декоративную керамику), а также некоторые виды плиток.
В соответствии с принятой технологией переработки сырья и подготовки массы формование керамических изделий производят тремя способами: пластическим, полусухим, литьем. Наиболее распространен первый. Он предназначен для формования стеновых керамических изделий, черепицы, канализационных и дренажных труб, а также архитектурно-художественной керамики. Второй используют для формования керамических плиток. Третьим способом формуют изделия сложной конфигурации (санитарно-техническую и декоративную керамику), а также некоторые виды плиток.
Ленточный шнековый пресс применяют для формования (с вакуумом или без вакуума) керамических изделий из пластичного теста (с влажностью 15—26%). Ленточный вакуумный пресс (рис. 4.7) состоит из глиносмесителя, вакуум-камеры, шнекового винта, вращающегося внутри цилиндра пресса, прессующей головки и мундштука. В зависимости от вида изделий выходное отверстие мундштука имеет различную форму: прямоугольную для сплошного кирпича, со вставными стержнями (кернами) — для пустотелых камней, кольцевую — для труб и т. д.

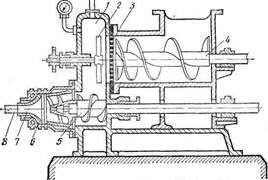
Рис. 4.7. Ленточный вакуумный пресс
1 — вакуум-камера; 2 — нож; 3 — решетка; 4 — глиномялка; 5 — шнековый вал пресса; 6 — прессующая головка; 7 — мундштук; 8 — глиняный брус
Скорость вращения шнекового вала должна составлять 18—32 мин-1, превышение ее значительно увеличивает прессовое давление и склонность массы к свилеобразованию. За рубежом для изготовления изделий из пластичных масс разработаны прессы жесткого формования, а также роторные бесшнековые «Европрессы», позволяющие получать брус повышенной прочности, что обеспечивает возможность укладки изделий сразу на печные вагонетки для сушки и обжига в одном агрегате и автоматизации технологического процесса. Шиековые прессы жесткого формования имеют большую мощность главного двигателя (до 350—400 кВт) и двигателя глиномешалки (150—200 кВт). При этом давление в головке пресса достигает 8—10 МПа, прочность сформованного изделия (сырца) 0,2—0,4 МПа. Основные узлы пресса изготовлены из высоколегированной стали.
Роторные прессы принципиально отличаются от шнековых. Если в шнековом прессе нагнетание глиномассы происходит за счет скольжения ее по поверхности лопастей и прилипание глиномассы к ним снижает производительность, то в роторных прессах нагнетание массы в головку происходит благодаря ее предварительному прилипанию к поверхности ротора и последующему срезанию с ротора зубьями. Прочность бруса при формовании на роторном прессе достигает 0,2 МПа, что позволяет проводить садку сырца сразу на обжиговую вагонетку штабелем в 12—14 рядов
Для резки глиняного бруса, выходящего из формующего звена шнекового пресса, используют специальные автоматы. Автомат для резки кирпича обычно работает в едином режиме с автоматом укладки кирпича на сушильные вагонетки.
На рис. 2 приведена схема автомата СМ-1242А для резки и укладки кирпича. Он состоит из транспортера, съемника, механизма резки и раздвижки кирпичей, накопителя, перекладчика, поворотного круга, механизма подачи реек, гидротолкателей с тележкой..
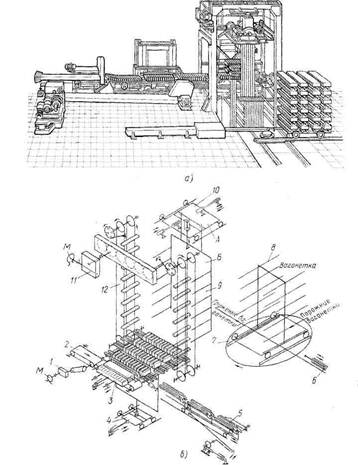
Рис.2. Автомат СМ-1242А для резки и укладки кирпича-сырца на сушильные вагонетки:
а — общий вид; б — кинематическая схема; / — привод транспортера; 2 — транспортер; 3 — механизм резки и раздвижки кирпичей; 4 — съемник; о — механизм подачи реек: 6 — гидротолкатель; 7 — поворотный круг; 8 — сушильная вагонетка; 9 — станина; 10 — перекладчик; // — привод накопителя; /2 — накопитель; А — нейтральное положение тележки; Б — верхнее положение вильчатого захвата
Полусухое формование (прессование из керамических порошков) прессование изделий из сыпучих порошкообразных масс (керамических порошков) влаж ностью 8-12% под большим давлением Разновидностью его является сухой способ, применяемый для прессования керамических порошков с влажностью 2—8 %.. Этот способ широко применяется для изготовления плоских тонкостенных изделий (например, керамических плиток), а в последние годы - в производстве изделий стеновой керамики (кирпича и керамических камней). Прессование ведется под давлением 15-40 МПа. Предпочтительно двухстороннее прессование при многократном (ступенчатом) приложении нагрузки с низким давлением в первый период для удаления воздуха и высоким давлением во второй период для окончательного прессования с паузой без нагрузки между этими периодами для наиболее полного удаления воздуха из порошка. При этом скорость нарастания давления во второй период должна быть в 5—6 раз выше, чем в первый, а общая продолжительность прессования не менее 1,5—3,5 с. Для прессования керамических плиток из порошков применяют гидравлические прессы КРУ-160 и коленно-рычажные прессы КРКп-125 с гидравлическим противодавлением, двухступенчатым прессованием (первая ступень при 4—6 МП вторая при 22—30 МПа), со сбросом давления между первой и второй ступенями для предотвращения запрессовки воздуха.(рис3).
В целях повышения качества керамических изделий в мировой практике наметилась тенденция применения мощных прессов с максимальным усилием прессования 800—1000 т (для плиток) и 3000 т (для пустотелых камней).
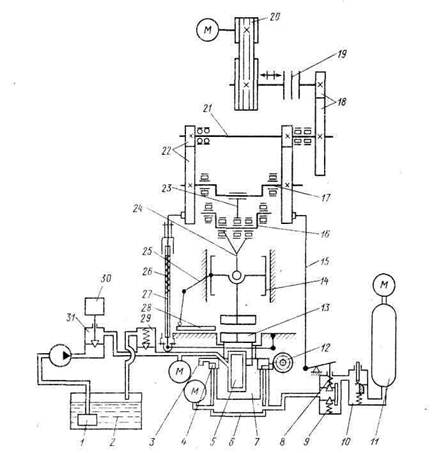
Рис.3. Кинематическая схема коленно-рычажного пресса К/РК-125
Задание на СРС
1. Рассмотреть устройство и работу гидравлических прессов полусухого прессования керамических изделий.
Форма отчета: реферат, срок защиты через 6 дней.
Задание на СРСП
1. Особенности устройства и работы механического коленно-рычажного пресса К / РК-125?
Тесты.
А) Контрольные вопросы для письменного экзамена
1. Требования к сырьевым материалам для полусухого прессования кирпича и плитки?
2. Механизм засыпки пресс - форм прессов для полусухого прессования?
Б) Тестовые задания для компьютерного тестирования
$$$1. Ленточный шнековый пресс применяют для формования (с вакуумом или без вакуума) керамических изделий из:
$$ пластичного теста (с влажностью 15—26%).?
$ сухих пресс-порошков
$ шликерных масс
$ сухих пресс-порошков и шликерных масс
$$$2. Операция отмеривания с заданной точностью дозы материала называется
$$ дозированием
$ перемешиванием
$ взвешиванием
$ сортировкой
$$$3. Система гидравлического противодавления в коленно-рычажном прессе служит для:
$$ обеспечения постоянства усилия прессования
$ привода прессующего вала
$ выталкивания кирпичей из форм после прессования
$ привода механизма засыпки пресс-форм
$$$4. Привод коленно-рычажного пресса включает
$$ электродвигатель
$ клиноременную передачу
$ зубчатую передачу
$ все перечисленное
$$$5. Система гидравлического противодавления в коленно-рычажном прессе включает:
$$ все перечисленное
$ воздушный баллон
$ цилиндр с поршнем
$ системы клапанов (редукционного, предохранительного, дроссельного)
Глоссарий
| № п/п | Русск/каз.анг/языки | Объяснение значения |
| Дозаторы | Устройства для отмеривания (дозирования порции материала) | |
| Дозирование | Операция отмеривания с заданной точностью дозы материала | |
| Пресс | Механический коленно-рычажный пресс предназначен для полусухого формования изделий из сыпучих порошкообразных масс (керамических порошков). | |
| Баллон воздушный | Емкость для хранения сжатого воздуха. | |
| Сыпучий материал | Материал, обладающий свойством сыпучести и способный | |
Список литературы
Основная литература
1.Борщевский А.А. Механическое оборудование для производства строительных материалов и изделий. М. 2009г
2. Силенок С.Г., Борщевский А.А.* и др. Механическое оборудование для производства строительных материалов и изделий.-М. Высш. шк. 1990. - 416с.
3.Сергеев В.П.* Строительные машины и оборудование -М., ВШ, 1987. - 376 с.
Дополнительная литература
4. Борщевский А.А., Ильин А.С*. Механическое оборудование для производства строительных материалов и изделий.-М. Высш.шк. 1987
5. Волков Д.П.* Строительные машины. М.:Выс.шк., 1988, 319 с.
Строительные машины. Справочник в 2-х т. под.общ.ред. Э.Н.Кузина. -М.: Машиностроение. 1991-692с.
6. Бурцев В.В., Сурашов Н.Т. Методическое пособие к курсовому проекту по ПТМ «Расчет ковшового элеватора с применением ПЭВМ». Алматы,1992.- 56с
7. Бурцев В.В., Сурашев Н.Т. Методическое пособие к курсовому проекту по ПТМ «Расчет пластинчатого конвейера с применением ПЭВМ», Алматы. 1992,-52с
8. Гудович М.И., Сурашов Н.Т., Бурцев В.В. Расчет винтовых конвейеров с применением ЭВМ. Алматы, 1997.-48 с.
9. Волков Д.П., Крикун В.Я. Строительные машины.- М.Изд. АСВ, 2002-376 с
10. Гудович М.И., Мауленов Ж.К.,Сурашов Н.Т., Бурцев В.В. Грузоподъемные машины. Уч.пос. Алматы, КазГАСА, 2002. -215 с.
11.Мауленов Ж.К., Бурцев В.В.и др.Машины непрерывного транспорта (Теория, конструкция и расчет). Уч. пос. Алматы, КазГАСА, 2003. -137 с.
12. Гудович М.И., Сурашов Н.Т. Мауленов Ж.К., Бурцев В.В. Погрузочно-разгрузочные машины (Теория, конструкция и расчет). Уч.пос. Алматы, КазГАСА, 2005. -137 с.
13. Подъемно транспортные машины строительной промышленности. Атлас конструкции.:Вайнсон А.А. 2009 г.
14. МУ к практическим занятиям по дисц. "ПТиСМ". Мауленов Ж.К.. Бурцев В.В. Алматы. 2012. 2 пл.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1377; Нарушение авторских прав?; Мы поможем в написании вашей работы!