КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарная обработка на станках с ЧПУ
|
|
|
|
В мелко- и среднесерийном производстве для обработки ступенчатых валов эффективно применение станков с ЧПУ (см. рис. 2.4).
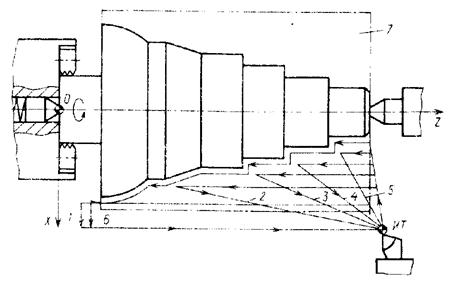
Рис. 2.4. Токарная обработка на станке с ЧПУ
Токарные станки с ЧПУ выгодно использовать при обработке сложных многоступенчатых заготовок, особенно с криволинейными поверхностями.
Например, при заготовке – прокат, см. рис. 6, предварительная обработка выполняется за пять последовательных рабочих ходов (1-5), а чистовая (6) – за один рабочий ход суппорта по окончательному контуру детали. Станки с ЧПУ работают по автоматическому циклу, что облегчает многостаночное обслуживание, позволяет выполнять простую и быструю их переналадку для обтачивания ступенчатых валов различных размеров по заранее разработанной управляющей программе (УП). Время обработки на токарных станках с ЧПУ сокращается по сравнению с обычным в 1,5-2 раза за счёт уменьшения Тв.
Такие станки имеют контурные системы с линейно-круговым интерполятором и устройством для нарезания резьбы. Эти системы обеспечивают обработку заготовок сложною профиля, коррекцию положения режущей кромки инструмента, высокую скорость вспомогательных перемещений. Станки оснащаются револьверными головками или магазинами для автоматической смены инструмента или резцовых блоков.
Разработка технологической операции для токарного станка с ЧПУ включает:
- разработка чертежа заготовки и, затем, – операционного эскиза;
- выбор схемы базирования и конструкции приспособления;
- определение числа переходов и разработка последовательности обработки поверхностей;
- выбор модели станка и типоразмеров режущих инструментов;
- расчет припусков на обработку, режимов резания и норм времени;
- расчет координат опорных точек режущих инструментов;
- разработка УП.
Базирование:
- валы – в центрах;
- фланцы – в патроне;
- втулки – в патроне.
Обрабатываемые поверхности разделяют на основные и дополнительные:
- участки, окончательная обработка которых может быть выполнена проходным или расточным резцом, относят к основным.
- остальные поверхности – дополнительные (торцовые и угловые канавки, резьбовые поверхности и др.).
Последовательность выполнения переходов:
- предварительная обработка основных участков (подрезка торцов, центрирование перед сверлением, сверление отв. Æ до 20 мм – одним сверлом, больше 20 мм – двумя) обтачивания наружных, растачивание внутренних. поверхностей;
- обработка дополнительных участков (кроме канавок для выхода шлифовальных кругов, резьбы и т.п.).
- если черновая и чистовая обработка внутренних поверхностей выполняется одним резцом, все дополнительные участки обрабатываются после чистовой обработки;
- окончательная обработка основных участков поверхностей, вначале – внутренних, затем наружных;
- обработка дополнительных участков, не требующих черновой обработки (вначале в отверстиях или на торцах, потом – на наружной поверхности).
Стандартный набор инструментов включает резцы: проходной, отрезной (канавочный), контурный, резьбовой, для угловых канавок, а также сверло. Для облегчения обработки можно включать сверло большого диаметра, расточную оправку и др.
Для согласования систем координат станка и заготовки составляют схему с координатными системами станка Xс, Zс, приспособления Xп, Yп, детали Xд, Yд, инструмента Xи, Zи и суппорта Xо, Zо, см. рис. 72.5.
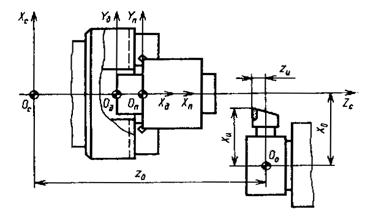
Рис. 2.5. Схема согласования систем координат при токарной обработке.
Исходное (нулевое) положение резцедержателя может быть задано в любой точке рабочего пространства.
Положение всех опорных точек траектории перемещения инструмента определяется в координатах X, Z рабочего пространства станка.
Геометрическую и технологическую информацию кодируют и записывают на программоноситель согласно правилам, приведенным в инструкции по программированию, имеющимся для каждой конкретной модели станка и ЧПУ.
Точность обработки:
- однократная обработка поверхности дает точность 12-13 квалитета, шероховатость Rа=3,2 мкм. При этом радиус галтели – равен радиусу при вершине резца; в других случаях переходную поверхность выполняют по программе;
- для обеспечения шероховатости Rа < 1.6 мкм на последнем чистовом переходе уменьшают подачу и увеличивают частоту вращения;
- для точности 7-9 квалитета окончательную обработку выполняют чистовым резцом с коррекцией на размер.
Схемы обработки. Современные ЧПУ могут обеспечивать обработку по постоянному (стандартному) циклу. При составлении УП задаются исходный и требуемый контур. Например, при обработке основной поверхности применяют черновые и чистовые резцы. Канавки сплошной формы обрабатывают по типовой программе за несколько ходов. Схему обработку выбирают с учетом глубины и ширины канавки. Применяют канавочные проходные резцы и многоступенчатую обработку.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2351; Нарушение авторских прав?; Мы поможем в написании вашей работы!