КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор заготовки
|
|
|
|
Для просматриваемой в объемном моделировании обработки можно выбрать заготовку. Габариты заготовки будут переданы в ADEM Verify.
Для задания заготовки:
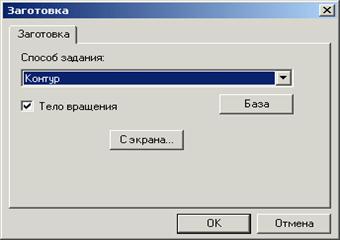
4. Нажмите кнопку  – Заготовка на панели «САМ Информация». Появится окно диалог «Заготовка».
– Заготовка на панели «САМ Информация». Появится окно диалог «Заготовка».
5. При помощи одного из способов задания выберите заготовку и нажмите
Существует 2 способа задания заготовки: – при помощи координат, – при помощи контура. Каждый из этих способов позволяет получить заготовки для фрезерной и токарной обработки.
Задание заготовки при помощи координат для фрезерной обработки
Выберите способ задания заготовки Координаты. Введите в поля диалога максимальные и минимальные значения координат X, Y, Z. Можно указать эти значения на чертеже. Для этого нажмите кнопку соответствующую названию координаты (например –
X min и др.) и при помощи мыши укажите нужную точку.
Задание заготовки при помощи координат для токарной обработки
Установите флажок Тело вращения. Введите поля диалога максимальные и минимальные значения координат X, Y и значения максимального и минимального диаметраМожно указать эти значения на чертеже. Для этого нажмите кнопку, соответствующую названию координаты, и при помощи мыши укажите нужную точку.
Задание заготовки при помощи контура для фрезерной обработки.
При данном способе вы можете выбрать заготовку из базы данных. Для этого нажмите кнопку База и выберите контур. Можно указать контур заготовки с экрана. Для этого нажмите кнопку C экрана и укажите контур на чертеже. Введите в поля диалога максимальные и минимальные значения координаты Z. Можно указать эти значения на чертеже. Для этого нажмите кнопку, соответствующую названию координаты, и при помощи мыши укажите нужную точку.
Задание заготовки при помощи контура для токарной обработки
Установите флажок Тело вращения. При данном способе вы можете выбрать заготовку из базы данных. Для этого нажмите кнопку База и выберите контур. Можно указать контур заготовки с экрана. Для этого нажмите кнопку C экрана и укажите контур на чертеже.
Литература
а) основная литература
1. Системы автоматизированного проектирования. В 9-ти кн. Кн. 6. Учебное пособие для втузов. Автоматизация конструкторского и технологического проектирования. Н.М. Капустин, Г.Н. Васильев; / Под редакцией Н.Н. Норенкова. – М.; Высшая школа,1986
2. ADEM 7.0. Руководство пользователя. CAМ документация 70.
3. ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: практический курс.
4. ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: упражнения.
5. ADEM 7.0. Руководство пользователя. Учебные курсы. ADEM CAM: 3Х обработка.
6. А.И.Пятунин. САПР подготовки управляющих программ для станков с ЧПУ. Курс лекций. Электронный формат, 2006.
7. Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть I); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
8. Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть II); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
9. Пятунин А.И., Смирнов К.А., Савина З.С. САПР управляющих программ (Часть III); Автоматизированная подготовка управляющих программ для станков с ЧПУ в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2008.
б) дополнительная литература:
1. ADEM 7.0. Руководство пользователя. TDM документация 70.
2. ADEM 7.0. Руководство пользователя. GPP WIN документация 70. Руководство по созданию управляющих программ для ЧПУ (постпроцессоры)
3. Техтран - система программирования оборудования с ЧПУ/ А.А. Алферов, О.Ю. Батунер, М.Ю. Блюдзе и др. – Л.: Машиностроение, Ленингр. отд., 1987
4. И.С.Моисеева, Н.Н.Гольдина, А.С.Белозерцев и др. Применение отечественных и программных продуктов в учебном процессе. / САПР и графика, №9, 2000.
5. Э.Берлинер. Актуальность применения САПР в машиностроении. / САПР и графика, №9, 2000.
6. Е.Н. Зазерский, С.Н. Жолнерчик. Технология обработки деталей на станках с ЧПУ. – Л.: Машиностроение, 1975. –208 с.
Приложения
Приложение №1 – Подготовительные и вспомогательные функции,
согласно ГОСТ 20999-83
| Код фун-кции | Наименование функции | Значение функции |
| Подготовительные функции | ||
| G00 | Быстрое позиционирование (линейная интерполяция* при ускоренном перемещении) | Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть нескоординированными. |
| G01 | Линейная интерполяция с заданной скоростью подачи | Команда на перемещение исполнительного органа станка, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. При прямоугольной системе координат станка перемещение происходит по прямой линии со скоростью, заданной в программе при помощи адреса F. |
| G02 | Круговая интерполяция с перемещением по часовой стрелке | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении по часовой стрелке, если смотреть со стороны положительного направления координатной оси, перпендикулярной обрабатываемой поверхности. |
| G03 | Круговая интерполяция с перемещением против часовой стрелки | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении против часовой стрелки, если смотреть со стороны положительного направления оси, перпендикулярной обрабатываемой поверхности. |
| G04 | Пауза (выдержка в отработке программы на определенное время) | Команда на временную задержку в отработке программы, конкретное значение которой задается отдельно в программе или иным способом. Применяется для выполнения операций, протекающих известное время и не требующих сообщения о выполнении. |
| G06 | Параболическая интерполяция | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге параболы. |
| G08 | Разгон | Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения. |
| G09 | Торможение | Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке. |
| G17 | Выбор плоскости XY | Задание плоскости XY для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G18 | Выбор плоскости XZ | Задание плоскости XZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G19 | Выбор плоскости YZ | Задание плоскости YZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G41 | Коррекция левая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится слева от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. |
| G42 | Коррекция правая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится справа от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. |
| G43 | Коррекция положительная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо сложить со значением координаты, заданной в соответствующих кадрах программы. |
| G44 | Коррекция отрицательная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо вычесть из значения координаты, заданной в соответствующих кадрах программы. |
| G53 | Отмена заданного смещения координат | Отмена любого смещения координат, заданного при помощи функций G54…G59. |
| G54… G59 | Заданное смещение координат | Смещение координат нулевой точки детали относительно исходной точки станка. Конкретный вариант кода определяется особенностями системы ЧПУ станка. |
| G80 | Отмена постоянного цикла | Команда, отменяющая выполнение любого постоянного цикла |
| G81… G89 | Постоянные циклы | Команды на выполнение постоянных циклов. Вид циклов и характер движений исполнительных органов станка при их исполнении определяется особенностями системы ЧПУ станка. |
| G90 | Абсолютный размер | Отсчет перемещений исполнительных органов станка производится в абсолютной системе координат относительно выбранной нулевой точки. |
| G91 | Размер в приращениях | Отсчет перемещений исполнительных органов станка производится в относительной системе координат относительно предыдущей запрограммированной точки. |
| G96 | Постоянная скорость резания | Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически с целью поддержания запрограммированной скорости резания. |
| G97 | Обороты в минуту | Указание, что число, следующее за адресом S, равно скорости шпинделя в оборотах в минуту. |
| Вспомогательные функции | ||
| М00 | Программируемый останов | Команда на останов программы без потери информации с остановом шпинделя, прекращением движения подач и выключением охлаждения. После нажатия кнопки «Пуск» на пульте управления выполнение программы возобновляется с кадра, следующего за кадром с командой М00. |
| М01 | Программируемый останов с подтверждением | Команда, аналогичная М00, отличающаяся тем, что исполняется системой ЧПУ только после получения предварительного подтверждения с пульта управления. |
| М02 | Конец программы | Указывает на завершение отработки программы и приводит к останову шпинделя, прекращению подачи и выключению охлаждения после выполнения всех команд в кадре. Используется для приведения в исходное состояние системы ЧПУ и (или) приведения в исходное положение исполнительных органов станка. |
| М03 | Вращение шпинделя по часовой стрелке | Команда на включение вращения шпинделя в направлении, при котором вектор линейной скорости резания направлен: при вращающейся заготовке - от обрабатываемой поверхности заготовки к передней поверхности режущей части инструмента; при вращающемся инструменте - и от передней поверхности режущей части инструмента к обрабатываемой поверхности заготовки. |
| М04 | Вращение шпинделя против часовой стрелки | Команда на включение вращения шпинделя в направлении, противоположном направлению вращения по часовой стрелке |
| М05 | Останов шпинделя | Команда на останов шпинделя и выключение охлаждения |
| М06 | Смена инструмента | Команда на смену инструмента вручную или автоматически (без поиска закодированной ячейки сменного инструмента) |
| М30 | Конец информации | Команда на останов шпинделя, прекращение подачи и выключение охлаждения. Используется для приведения в исходное состояние системы ЧПУ, включая приведение в исходное положение исполни тельных органов станка. |
Приложение №2 – Подготовительные и вспомогательные функции
системы ЧПУ Fanuc 18M (Фрезерная)
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 802; Нарушение авторских прав?; Мы поможем в написании вашей работы!