КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Математическая модель определения жесткости технологической системы при токарной обработке
|
|
|
|
Влияние составляющих усилий резания Pz и Py на точность обработки можно заранее оценить расчетным методом. Поскольку направления сил Pz и Py перпендикулярны друг другу, то они по разному будут оказывать влияние на деформацию элементов станка и деталь. Считается, что сила Py, которая на порядок меньше составляющего усилия резания Pz, то есть примерно равна Py =(0,12.. 0,18) Pz), оказывает доминирующее влияние на отжатие заготовки, так как она расположена перпендикулярно детали в горизонтальной плоскости. Однако необходимо учитывать влияние обоих сил.
Для начала, предположим, что под воздействием составляющей силы резания Pz, деталь сместилась в вертикальной плоскости за счет податливости заготовки из положения 1 в положение 2 на величину yz (
Рис. 0.1). Это вызовет увеличение диаметра детали на значение DД=До-Дн, где Дн - диаметр на который первоначально настроен резец; До - диаметр заготовки, увеличенный за счет отжатия под действием усилия Pz.
Из анализа схемы представленной на
Рис. 0.1 находим изменение диаметра заготовки при ее деформации в вертикальном направлении под воздействием усилия Pz
 ;
;
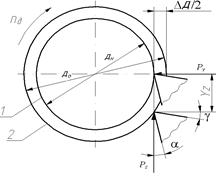
Рис. 0.1 Схема, поясняющая возникновение погрешностей за счет отжатия заготовки в вертикальной плоскости под действием силы Pz.
Деформации заготовки узбz и узбу под воздействием составляющих усилий Pz и Py направлены друг по отношению к другу взаимно перпендикулярно, тем не менее, рассчитываются по одинаковым формулам с учетом всех составляющих деформаций элементов технологической системы.
Установим математическую зависимость для определения суммарного отжатия заготовки под воздействием сил резания как функции от перемещения резца по длине z обрабатываемой детали. Начало координат ZY совместим с левым торцом обрабатываемой детали. Вначале обработки вала при перемещении резца в направлении от задней бабки к передней бабке, возникающая сила резания Py или Pz, вызывает упругое отжатие пиноли задней бабки на величину yзбу или yзбz (см. Рис. 0.2).
Одновременно происходит упругое отжатие суппорта в направлении оси у вместе с резцом на величину yр. Отжатие суппорта в направлении оси z предполагается бесконечно большим.Величина отжатия суппорта будет почти постоянной на всем протяжении обработки, так как глубина резания, изменяемая в связи с отжатием детали, является незначительной по сравнению с назначенной глубиной резания, поэтому не будет существенно меняться и усилие Ру. (Pz)
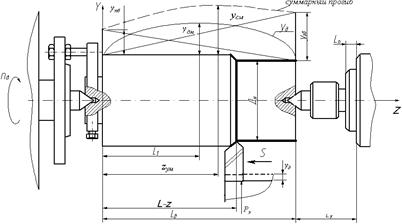
Рис. 0.2 Схема образования погрешностей вызываемых упругими отжатиями под действием усилия Py.
Жесткость задней бабки и суппорта имеют разные численные значения, то есть узб¹ур где. узб – деформация пиноли задней бабки; ур – деформация суппорта. За счет этих отжатий, под воздействием составляющей усилия резания Ру, происходит увеличение диаметра обработки по сравнению с настроечным размером на величину
| (0.1) |
DДу=2×(узбу + уr)
Значение величин узбу и ур рассчитать аналитически не представляется возможным в связи с большим количеством факторов, влияющих на процесс отжатия. К ним относятся состояние поверхностей соприкасающихся деталей, составляющих технологическую систему, значений зазоров между соприкасающимися деталями, имеющими случайный характер и т. п., поэтому указанные величины могут быть определены только экспериментально для каждого конкретного станка.
При дальнейшей обработке, в связи с перемещением резца вдоль заготовки, а, следовательно, перемещения и силы резания в направлении от правого торца вала к патрону, ее влияние на величину деформации задней бабки будет уменьшаться по линейной зависимости. Обозначив систему координат Z Y, как изображено на рис. 2 будем иметь следующее выражение для деформации задней бабки от перемещения усилия резания по координате z:

где L - длина обрабатываемого вала;
z – текущая координата положения вершины резца, отсчитывая от левого торца детали.
Аналогично вычисляется деформация узбz в вертикальной плоскости, вызванная силой Pz, входящая в формулу (4).

Все сказанное имеет место и для деформации передней бабки. Поэтому зависимость деформации передней бабки от усилия резания Py и Pz, перемещающегося по направлению оси z имеет вид аналогичный зависимости (6), а именно:
На величину суммарного отжатия передней и задней бабки накладывается деформация заготовки в зависимости от положения сечения, к которому приложена сила резания, равная:

где Jв»0.05×Дв4 – момент инерции сечения сплошного вала (для кольцевого сечения Jк»0.05×Дв4×(1 - a4),где a = d/ Дв; d – внутренний диаметр кольцевого сечения вала.), Е – модуль упругости обрабатываемого материала Е=2.1∙105 МПа.
В результате суммарные изменение диаметра детали в сечении приложения нагрузки, соответствующей координате z будет равно:

Подставив в эту формулу полученные ранее зависимости будем иметь:

где деформация узбz заготовки в направлении приложения силы резания Pz равна
| (0.2) |


Максимальный прогиб детали не будет находиться посредине пролета вала, поскольку суммарная кривая прогибов вала не является симметричной из-за того, что жесткость задней бабки меньше чем жесткость передней бабки.
В приведенных формулах значения жесткости задней бабки jзб, передней бабки jпб, суппорта jс определяются экспериментально (или задается при дальнейших расчетах преподавателем), а усилие Ру и Рz вычисляется по формулам [1]:
| (0.3) |
Ру=10×Срy×SYpy×tXpy×HBn×K
Рz=10×Срz×SYpz×tXpz×HBn×K
Коэффициенты, входящие в данную формулу выбираются из автоматизированного справочника (приложение к MathCAD).
В литературных источниках утверждается, что кривая, описываемая уравнением Ошибка! Источник ссылки не найден. может быть выпуклой или вогнутой. Если жесткость элементов станка достаточно велика, а жесткость заготовки мала (обработка длинного и тонкого вала) то отжатие упб и узб малы, а уzy – значительно. В результате этого заготовка станет бочкообразной (выпуклой), и, наоборот, при достаточно жесткой заготовке с малой величиной прогиба форма заготовки получится «корсетообразной», с наименьшим значением диаметра в средней части заготовки.
Разница между максимальным диаметром обработки и настроечным диаметром вала определяет точность получаемого размера. Определить координату zсм соответствующую максимальному прогибу вала можно двумя способами: графическим, при помощи построения кривой по формуле (13) или аналитически. Для определения координаты zсм соответствующей максимальному прогибу вала аналитическим методом найдем производную от выражения Ошибка! Источник ссылки не найден. по z, пренебрегая влиянием на величину прогиба вала в вертикальной плоскости:
| (0.4) |

Написанное уравнение при условии  является кубическим, имеющим вид:
является кубическим, имеющим вид:
| (0.5) |

где:


Эту же производную можно найти с помощью соответствующих расчетных процедур при использовании ЭВМ и программного обеспечения MathCAD.
Подставив найденное значение прогиба вала в формулу для определения суммарного отжатия вала Ошибка! Источник ссылки не найден., получим максимальное отклонение допуска на данной операции без учета других факторов, влияющих на точность обработки (размерный износ, температурные деформации, неоднородность материала заготовки, погрешность базирования, погрешность установки и т.п.).
Полученная математическая модель позволяет решить вопрос о рациональном управлении процессом обработки валов на станках с ЧПУ по критерию обеспечения заданной точности.
Очевидно, изменяемым управляющим параметром, минимизирующим отжатие вала, является подача, поскольку глубина и скорость резания являются постоянными величинами и выбираются до начала обработки, исходя из максимальной производительности и величины заданного припуска. Так как при перемещении резца от торца заготовки до ее середины прогиб вала увеличивается, то, чтобы остаться в заданных пределах допуска необходимо пропорционально уменьшать подачу, что равносильно уменьшению силы действующей на вал.
Поэтому, задавшись предельно допустимым отжатием детали [DДпр], независимо от положения резца по длине вала и, преобразовав формулу (13) относительно подачи получим функциональные зависимости для их определения
| (0.6) |
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1029; Нарушение авторских прав?; Мы поможем в написании вашей работы!