КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Решение размерных цепей по методу полной взаимозаменяемости
|
|
|
|
Решение размерных цепей
Выявление размерной цепи в практике использования теории размерных цепей, является наиболее сложным. Каждой задаче соответствует только одна, единственная размерная цепь.
Выявление любой размерной цепи начинается с нахождения ее замыкающего звена.
Смысл задачи, возникающей при конструировании, изготовлении или измерении изделия связывается с замыкающим звеном.
При конструировании изделия переход от поставленной задачи к нахождению замыкающего звена заключается в выявлении такого линейного или углового размера, от значения которого полностью зависит решение поставленной задачи.
При изготовлении изделия замыкающим звеном размерной цепи является размер, точность которого должна быть обеспечена технологическим процессом.
При измерении замыкающим звеном является измеренный размер.
Допуск замыкающего звена устанавливается следующим образом:
· в конструкторских размерных цепях исходя из служебного назначения;
· в технологических размерных цепях в соответствии с допуском, который необходимо получить в результате осуществления технологического процесса;
· в измерительных размерных цепях исходя из требуемой точности измерения.
Выявив замыкающее звено, приступают к нахождению составляющих звеньев размерной цепи. Составляющими звеньями конструкторских размерных цепей могут быть:
· расстояния (относительные повороты) между поверхностями (их осями) деталей, образующих замыкающее звено, и основными базами этих деталей;
· расстояния (относительные повороты) между поверхностями вспомогательных и основных баз деталей, непосредственно участвующих в решении поставленной задачи своими размерами.
|
|
|
Для нахождения размерной цепи следует идти от поверхностей (или их осей) деталей, образующих замыкающее звено, к основным базам этих деталей, от них – к основным базам деталей, базирующих первые детали, до образования замкнутого контура (рис.7.8). Несовпадения (зазоры, несоосности) основных и вспомогательных баз соединяемых деталей учитываются отдельными звеньями.
Чтобы обеспечить полную взаимозаменяемость, размерная цепь решается по методу максимума и минимума. В этом случае допуск замыкающего размера определяется арифметическим сложением допусков составляющих размеров. При решении размерных цепей различают две задачи:
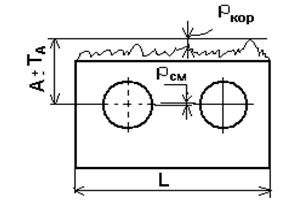
Первая задача. У детали (рис. 1.2) вначале обрабатывается плоскость 1, затем по настройке от этой базы – плоскость 2 и плоскость 3. В технологической линейной размерной цепи размер АD является замыкающим; его величина зависит от действительных размеров А1 (увеличивающего) и А2 (уменьшающего).
Рис. 1.2. Схема выявления трехзвенной размерной цепи при обработке двухступенчатого валика.
В общем случае при n увеличивающих и p уменьшающих размерах уравнение определения номинальных размеров можно представить в виде:
 . (1.2)
. (1.2)
По уравнению (1.2) определяется номинальный размер замыкающего звена линейной размерной цепи через номинальные размеры составляющих звеньев этой цепи. Оно будет справедливо и в том случае, когда вместо номинальных взяты значения соответствующих действительных размеров размерной цепи.
Составляющие размеры могут изменяться в установленных допусками пределах. При сочетании наибольших увеличивающих и наименьших уменьшающих составляющих размеров АD будет иметь наибольшее значение, а при сочетании наименьших увеличивающих и наибольших уменьшающих составляющих размеров – наименьшее значение т. е.
 , (1.3)
, (1.3)
 . (1.4)
. (1.4)
Учитывая, что разность между максимальными и минимальными предельными размерами есть допуск, получаем:
|
|
|
 .
.
Если принять общее количество звеньев в цепи равным m, а общее количество составляющих звеньев равным m – 1 = n + p, то
 . (1.5)
. (1.5)
Равенство (1.5) показывает, что погрешность замыкающего звена равна сумме погрешностей всех составляющих звеньев размерной цепи. Поэтому, чтобы обеспечить наименьшую погрешность замыкающего звена, размерная цепь должна состоять из возможно меньшего числа звеньев, т. е. необходимо при конструировании изделий соблюдать принцип кратчайшей цепи. Кроме того, порядок обработки и сборки деталей нужно строить (если это возможно) таким образом, чтобы замыкающим размером являлся менее ответственный размер, Определение предельных отклонений замыкающего размера производят по формулам:
 ; (1.6)
; (1.6)
 . (1.7)
. (1.7)
На основании уравнения (1.5) напишем формулу для определения допуска любого составляющего размера при условии, что известны допуски и предельные отклонения остальных размеров цепи, включая и замыкающий размер:
 , (1.8)
, (1.8)
где суммируется допуски всех составляющих звеньев, кроме звена С.
Вторая задача. Такая задача встречается на практике чаще. При заданной точности сборки (величине допуска исходного размера) – обеспечить выполнение машиной ее служебного назначения. Точность составляющих размеров должна быть такой, чтобы гарантировалась заданная точность исходного (функционального) размера. Эту задачу можно решить двумя способами.
1. Способ равных допусков применяют, если составляющие размеры являются величинами одного порядка, например, входят в один интервал диаметров и могут быть выполнены с примерно одинаковой экономической точностью. В этом случае можно условно принять
 .
.
Тогда из уравнения (1.5) получим
 ,
,
откуда
 . (1.9)
. (1.9)
Полученный средний допуск ТсрАi корректируется для некоторых составляющих размеров в зависимости от их величины, конструктивных требований и технологических трудностей изготовления, но так чтобы удовлетворялось уравнение (1.5). При этом, как правило, надо использовать только стандартные поля допусков, желательно предпочтительного применения.
Способ равных допусков прост, но достаточно точен, т. к. корректировка допусков составляющих размеров произвольна.
|
|
|
2.При способе допусков одного квалитета точности предполагают, что все составляющие цепь размеры могут быть выполнены по одному квалитету точности, а допуски составляющих размеров зависят от их номинального значения. Требуемая степень квалитета точности определяется следующим образом.
Величина допуска каждого размера равна Т = а × i, где i – единица допуска. Для размеров от 1 до 500 мм  , где Аiср – средний размер для интервала диаметров к которому относится данный линейный размер. Тогда
, где Аiср – средний размер для интервала диаметров к которому относится данный линейный размер. Тогда
 ,
,
где аi – число единиц допуска, содержащееся в допуске данного i -го размера звена. Далее в соответствии с уравнением (5) можно написать
 ,
,
откуда
 , (1.10)
, (1.10)
где ТАD – определяется в мкм; Аiср – в мм.
По вычисленному значению аср выбирают ближайший квалитет точности.
Число единиц допуска аср, полученное по формуле (1.10) в общем случае не будет равняться какой-либо из величин а, определяющих квалитет точности по ГОСТ 25347-82. Поэтому, выбрав ближайший квалитет точности и найдя по таблицам ГОСТ величины допусков составляющих размеров в соответствии с их номинальной величиной, корректируют их значения, учитывая конструктивно-эксплуатационные требования и возможность применения такого процесса изготовления, экономическая точность которого близка к требуемой точности размеров. Допуски для охватывающих размеров рекомендуется определять, как для основного отверстия, а для охватываемых – как для основного вала.
После нахождения величин допусков dА1, dА2, …, dАm-1 по заданным величинам верхнего и нижнего предельных отклонений замыкающего звена определяются величины и знак верхних и нижних отклонений составляющих размеров max, чтобы они удовлетворяли уравнениям (1.8) и (1.9).
Решение второй задачи (обратной) способом назначения допусков одного квалитета точности является более обоснованным по сравнению со способом равных допусков. Основными преимуществами метода полной взаимозаменяемости является:
1) наибольшая простота достижения требуемой точности замыкающего звена, т. к. построение размерной цепи сводится к простому соединению всех составляющих ее звеньев. Например, использование этого метода при сборке превращает сборку в простое соединение деталей;
|
|
|
2) простота нормирования процесса во времени, при помощи которых достигаются требуемая точность замыкающего размера;
3) относительная простота механизации и автоматизации технологических процессов;
4) возможность кооперирования различных цехов и отдельных заводов.
Эти преимущества способствуют широкому использованию метода полной взаимозаменяемости. Однако, он может оказаться экономически целесообразным лишь для машин не высокой точности или для цепей, состоящих из малого количества звеньев. В других случаях, особенно при расчете точности негеометрических параметров, допуски могут быть чрезмерно жесткими и технологически трудновыполнимыми; при установлении же технологически выполняемых допусков может получиться, что
 .
.
В таких случаях допуски рассчитываются другими методами.
1.4.3. Теоретико-вероятностный метод расчёта размерных цепей
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается не во всех размерных цепях, а у подавляющего их большинства.
При выводе формул (1.3)–(1.9) и др. для расчета размерных цепей методом max–min предполагалось, что в процессе обработки или сборки возможно одновременное сочетание наибольших увеличивающих и наименьших уменьшающих размеров или обратное их сочетание. Оба случая наихудшие в смысле получения точности замыкающего звена, но они мало, вероятны, т. к. отклонение размеров в основном группируется около середины поля допуска. На этом положении и основан теоретико-вероятностный метод расчета размерных цепей.
Отличие этого метода от метода полной взаимозаменяемости в установлении больших по величине допусков на составляющие звенья, что делает изготовление деталей и эксплуатацию машин, которым принадлежат эти звенья, более экономичным. При этом идут на риск получения небольшого процента случаев выхода погрешности замыкающего звена размерной цепи за пределы установленного допуска.
Первая задача. Получая, что погрешности составляющих и замыкающего размера подчиняются закону нормального распределения (рис. 1.3), а границы их рассеяны, (6s) совпадают с границами полей допусков, можно принять:
 или
или  .
.
При этом часть размера замыкающего звена будет выходить за пределы требуемого допуска dАD замыкающего звена. Величина этой части изделий определяется отношением суммы 2-х заштрихованных площадок ко всей площади кривой рассеяния замыкающего звена (F1/F). Поэтому уравнение (1.5) решения размерной цепи запишется так:
 , (1.11)
, (1.11)
где k – коэффициент относительного рассеивания, характеризующий степень отличия распределения погрешностей i -го параметра по сравнению с распределением по закону Гаусса. При нормальном распределении k = 1, при законе равной вероятности k = 1,73, при законе Симпсона k = 1,22;
l – относительное среднее квадратичное отклонение от центра группирования случайной величины
. 
Рис.1.3. Поле рассеяния для нормального распределения
Значение можно определить по формуле
 ,
,
где w – поле рассеяния, w = 6s:
для закона Гаусса  ;
;
для закона равной вероятности  ;
;
для закона Симпсона  .
.
Коэффициенты kD и lD вводится только для размерных цепей, в которых число составляющих звеньев не менее пяти.
Вторая задача. При решении обратной задачи – допуски составляющих звеньев цепи при заданном допуске исходного размера можно рассчитать четырьмя способами:
1. При способе равных допусков принимают, что величины ТАi и ki для всех составляющих размеров одинаковы. По заданной величине ТАД определяют dсрАi, удовлетворяющее уравнению (1.13).
Уравнение для определения dсрАi, записывается в виде
 ,
,
откуда
 . (1.12)
. (1.12)
Если коэффициент ki не одинаковый для всех составляющих размеров, то знаменатель в формуле (1.12) имеет вид  .
.
2. При способе назначения допусков одного квалитета точности расчет, в общем, аналогичен решению второй задачи методом полной взаимозаменяемости, но формула (1.11) примет другой вид:
 . (1.13)
. (1.13)
1.4.4. Способ группового подбора при сборке (селективная сборка)
Сущность этого метода заключается в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками, выбираемые из соответствующих стандартов, тщательного измерения и сортировки деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектования) по одноименным группам. Такая задача обычно возникает при решении конструкторских размерных цепей, когда средняя точность размеров цепи получается излишне высокой и экономически неприменимой.
при ТА=ТВ посадка при ТА=ТВ посадка
с зазором с натягом
Рис.1.4. Схемы сортировки деталей на группы при способе группового подбора.
Как видно из схем сортировки деталей при селективной сборке (в посадках с зазором и натягом) наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются, что делает соединение более стабильным и долговечным. В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с ростом числа групп сортировки к тому натягу или зазору, который соответствует серединам полей допусков деталей.
Для установления числа групп n сортировки деталей необходимо знать требуемые предельные значения групповых зазоров или натягов, которые находят из условия обеспечения наибольшей долговечности соединения, либо допустимую величину группового допуска a или b, определяемую экономической точностью сборки и сортировки деталей, а также величиной возможной погрешности их формы. Погрешности формы не должны превышать группового допуска, иначе одна и та же деталь может попасть в одну или в другую ближайшую группу в зависимости от того, в каком сечении будет измеряться деталь при сортировке.
При сборке деталей для повышения долговечности подвижных соединений необходимо создать наименьший допустимый зазор, а для повышения надежности соединений с натягом – наибольший допустимый натяг.
Подсчитать число n групп можно следующим образом: при заданном значении Т наимгр (для подвижной посадки)
 ; (1.14)
; (1.14)
при заданном  (для посадки с натягом)
(для посадки с натягом)
 . (1.17)
. (1.17)
При заданной величине группового допуска a или b:
 ;
;  ;
;  ;
;  .
.
При ТА > ТВ групповой зазор (или натяг) при переходе от одной группы к другой не остается постоянным, следовательно, однородность соединений не обеспечивается. Поэтому, селективную сборку целесообразно применять при ТА = ТВ.
Следует также иметь в виду, что при большом числе групп сортировки групповой допуск будет незначительно отличаться от допуска при меньшем числе групп, а организация контроля и сложность сборки значительно возрастает. Практически nmax= 4 ¸ 5, и лишь в подшипниковой промышленности при сортировке тел качения n достигает 10 и более.
Применение селективной сборки целесообразно в массовом производстве для соединений высокой точности, когда дополнительные затраты на сортировку, маркировку, сборку и хранение деталей по группам окупается высоким качеством соединений. При производстве подшипников качения и сборке ответственных резьбовых соединений с натягом селективная сборка является единственным экономически целесообразным методом обеспечения точности.
Для сокращения объемов незавершенного производства, образующегося при селективной сборке, строят эмпирические кривые распределения размеров соединяемых деталей. Если кривые распределения размеров соединяемых деталей одинаковые, например, соответствует закону Гаусса, то количество деталей в одноименных группах будет одинаковым. Следовательно, только при идентичности кривых распределения сборка деталей одноименных групп устраняет образование незавершенного производства. При законе Гаусса количество деталей в 1-й и 3-й группе равно 15,87 %. Относительное количество деталей 2-й группы равно 68,26 %.
Для осуществления метода групповой взаимозаменяемости необходимо:
1. Допуски на обе детали назначать одинаковыми.
2. Разбивать на одинаковое число групп.
3. Необходимо иметь точный мерительный инструмент, произвести дополнительную работу разбивки по группам и маркировку групп.
4. Необходимо, чтобы распределение случайных величин погрешностей подчинялось одному закону.
5. Размерные цепи должны состоять из небольшого количества звеньев.
1.4.5. Способ регулировки
Требуемая точность исходного (замыкающего) размера достигается преднамеренным изменением (регулированием) величины одного из заранее выбранных составляющих размеров, называемого компенсирующим. Роль компенсатора обычно выполняет специальное звено в виде прокладки, регулируемого упора, клина и т. д. При этом по всем остальным размерам цепи детали обрабатывают по расширенным допускам, экономически приемлемым для данных производственных условий.
Номинальный размер компенсирующего звена Аk определяют из уравнения:
 . (1.15)
. (1.15)
Значения Аk берут со знаком (+), когда он является увеличивающим размером, и со знаком (-) – в противоположном случае.
Детали, путем изменения положения которых достигается требуемая точность замыкающего размера, называются подвижными компенсаторами.
В качестве неподвижных компенсаторов используются: прокладки, кольца, шайбы, втулки, фланцы и т. д. Для использования неподвижных компенсаторов необходимо определить число их групп.
Поскольку допуски на размеры всех звеньев увеличивают, то допуск замыкающего звена определяется
и количество групп неподвижных компенсаторов
 . (1.16)
. (1.16)
Толщина каждой сменной прокладки S должна быть меньше допуска исходного размера t < TAD. В противном случае после установки прокладки может быть получен исходный размер, превышающий по величине наибольший допустимый размер.
Количество неподвижных компенсаторов в каждой группе размеров делается одинаковым, если о характере возможной кривой рассеяния размеров компенсирующего звена ничего не известно.
В тех случаях, когда известен характер кривой распределения размеров, количество неподвижных компенсаторов в каждой группе размеров берется пропорциональным, соответствующим площадям, ограниченным кривой рассеяния и двумя вертикалями, ограничивающими размеры смежных ступеней.
1.4.6. Способ пригонки
Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена достигается дополнительной обработкой при сборке деталей по одному из заранее намеченных составляющих размеров цепи. Здесь детали по всем размерам, входящим в цепь, изготовляют с допусками, экономически приемлемыми для данных условий производства.
Для того чтобы пригонка всегда осуществлялась за счет предварительно выбранного размера, называемого технологическим компенсатором, необходимо по этому размеру оставлять припуск на пригонку, достаточный для компенсации величины превышения исходного размера и, вместе с тем, наименьший для сокращения объема пригоночных работ. Значения dАк (d – величина компенсации) определяют:
 , (1.17)
, (1.17)
где Т¢АD – поле рассеяния исходного размера получающегося при расширенных допусках составляющих размеров (без учета отклонений компенсирующего звена);
Т¢Аi – принятые расширенные технологически выполнимые допуски составляющих звеньев.
Пример: Несовпадение осей (рис.1.5) передней и задней бабок токарного станка 0,05 мм на всей длине станины. практически изготовить невозможно, поэтому применяют способ пригонки. Собирают заднюю бабку, измеряют точно АD, причем умышленно делают размер увеличенным за счет размера А3, а затем по результатам измерений снимают лишний слой металла со звена А3.

т.е. допуск на размеры А1 и А2 должны быть по 0,0075 мм, что практически получить невозможно. Поэтому назначаем допуск Т¢А2 = 0,03 мм; Т¢А1 = 0,015 мм.
Т¢АD= 0,03 + 0,015 = 0,045 мм;
 .
.
Рис.1.5. Пример размерной сборочной цепи
Таким образом шпонку можно изготовить (размер А1) увеличенным на 0,03 мм.
Существенным недостатком метода пригонки является:
1) величину снимаемого припуска, как правило, можно установить только после предварительной сборки деталей цепи;
2) требуются трудоемкие пригоночные работы, выполняемые высококвалифицированными рабочими;
3) увеличивается трудоемкость и цикл сборки;
4) возникают трудности при замене быстроизнашивающихся деталей;
5) применяют, когда другие методы непригодны.
3. Способ пробных расчетов заключается в том, что допуски на составляющие размеры назначают экономически целесообразными для условий предстоящего вида производства с учетом конструктивных требований, опыта эксплуатации, имеющихся подобных механизмов и проверенных для данного производства значений коэффициентов ki и li.
Для повышения точности, надежности, долговечности и обеспечения функциональной взаимозаменяемости машин допуски и предельные размеры исходного и составляющих размеров, применяемые в существующих машинах, следует корректировать в сторону ужесточения с целью создания запаса на износ. После такого расчета размерной цепи проверяют выполнимость равенства (1.13). Если равенство не выполняется, то допуски, а иногда и номинальные значения составляющих размеров вновь корректируют.
4. Способ равного влияния применяют при решении плоскостных и пространственных размерных цепей. Он основан на том, что допускаемое отклонение каждого составляющего размера должно вызывать одинаковое изменение исходного размера.
Размерные цепи отражают объективные размерные связи в конструкции машины, технологических процессах изготовления ее детали и сборки, при измерении, возникающие в соответствии с условиями решаемых задач.
9. ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Исследования жесткости материала режущих станков и их узлов были начаты К.В.Вотиновым в 1936 году. Предложено было под жесткостью понимать: «Способность узла сопротивляться появлению упругих отжатий» и измерять ее отношением приращения нагрузки к получаемому при этом приращению упругого отжатия:
 , (9.1)
, (9.1)
где 
 - приращение нагрузки, а
- приращение нагрузки, а  - приращение упругого отжатия.
- приращение упругого отжатия.
В общем случае относительное перемещение точек будет представлять собой сумму перемещений, происходящих из-за наличия зазоров в стыках, поворотов, контактных и собственных деформаций деталей соединения.
Поэтому, если пользоваться общепринятым понятием жесткости, как способностью узла или технологической системы оказывать сопротивление перемещению выбранных точек в направлении действия силы, порождающей это перемещение, необходимо найти такую силу, которая действовала бы по нормали к поверхностям деталей, которым принадлежат избранные точки.
Жесткость технологической системы переменна. Значения характеристик жесткости станка в статическом состоянии и во время его работы не одинаковы.
Жесткость является случайной величиной и не может быть отрицательной или бесконечно большой.
Условия измерения жесткости требуют строгой регламентации – указания координат точек измерения, приложенных нагрузок,  и т.д.
и т.д.
Величина обратная жесткости, получила название податливости:

 . (9.2)
. (9.2)
это способность технологической системы изменять относительное положение двух избранных точек под воздействием приложенной силы в направлении ее действия.
Увеличение поля рассеяния значений твердости (припуска) заготовок вызовет увеличение поля рассеяния значений силы резания, которое, в свою очередь, вызовет увеличение поля рассеяния упругих перемещений и, в конечном счете, приведет к расширению мгновенного поля рассеяния размера валов.
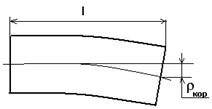
Неравномерный припуск, снимаемый с поверхности заготовки, неоднородные свойства материала в различных частях заготовки, неодинаковая жесткость технологической системы при обработке заготовки в разных ее сечениях приводят к отклонениям формы обработанной поверхности детали. Например, удаление неравномерного припуска с поверхности заготовки (рис.9.1) вызовет отклонения формы обработанной поверхности в продольном сечении детали, в определенной мере повторяющие форму поверхности заготовки.
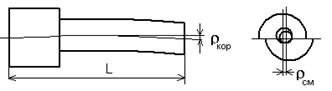
Рис.9.1. «Копирование» формы заготовки в продольном направлении
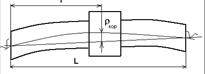
При обработке заготовки нежесткого вала (рис.9.2 а), установленной в центрах (передний центр рифленый) токарного станка, причинами отклонений формы поверхности вала в продольном сечении будет являться переменная жесткость технологической системы по мере перемещения инструмента от задней к передней бабке станка. В сечении заготовки, отстоящем от переднего центра на расстоянии  , упругое перемещение в технологической системе под воздействием эквивалентной силы
, упругое перемещение в технологической системе под воздействием эквивалентной силы  складывается из перемещений центров станка (
складывается из перемещений центров станка ( ), самой заготовки из-за ее деформации (
), самой заготовки из-за ее деформации ( з), суппорта
з), суппорта  и резца
и резца  :
:
 . (9.3)
. (9.3)
Каждое из слагаемых приведенного уравнения может быть определено. Например. По аналогии с перемещением жесткой балки на двух упругих опорах можно определить :
 , (9.4)
, (9.4)
где  — жесткость переднего центра;
— жесткость переднего центра;
 - жесткость заднего центра.
- жесткость заднего центра.
Рис.9.2.Образование упругих перемещений в технологической системе при обработке заготовки нежесткого вала
Прогиб вала в месте приложения силы :
 , (9.5)
, (9.5)
где  - модуль упругости материала заготовки;
- модуль упругости материала заготовки;  - момент инерции сечения заготовки.
- момент инерции сечения заготовки.
На всей длине вала отклонения и  будут дополняться упругими перемещениями суппорта и деформациями резца.
будут дополняться упругими перемещениями суппорта и деформациями резца.
Таким образом, упругое перемещение в технологической системе на расстоянии от передней бабки может быть представлено:
 . (9.6)
. (9.6)
Погрешности формы поверхности детали могут быть вызваны и другими причинами, связанными с действием сил и жесткостью технологической системы. Жесткость технологической системы существенно влияет не только на точность изготовления деталей, но и на производительность процесса обработки. Стремясь удержать рассеяние упругих перемещений в допустимых пределах, ограничивают колебания силы резания путем снижения режимов резания и увеличением числа рабочих ходов, т.е. с большими затратами времени на обработку.
Повышение жесткости технологической системы является одним из средств сокращения погрешности динамической настройки и увеличения производительности обработки. Существуют следующие основные пути увеличения жесткости технологических систем.
динамической настройки и увеличения производительности обработки. Существуют следующие основные пути увеличения жесткости технологических систем.
1. Повышение собственной жесткости конструкции станков, приспособлений и режущего инструмента за счет сокращения числа звеньев в конструкторских размерных цепях, большей жесткости самих деталей и применения устройств, обеспечивающих предварительный натяг наиболее ответственных элементов технологической системы.
2. Обеспечение максимально достижимой жесткости станка, приспособлений и инструментов в процессе их изготовления. Особое внимание нужно уделять контактной жесткости поверхностей стыков деталей и качеству сборки элементов технологической системы.
3. Сокращение числа составляющих звеньев в размерных цепях технологических систем. Такого сокращения можно достичь. Применяя приспособления, исключающие или уменьшающие влияние податливости станка на точность изготовляемой детали.
4. Повышение жесткости заготовки путем применения дополнительных опор, в частности, люнетов.
5. Правильные условия и режимы эксплуатации технологической системы.
6. Систематический надзор за оборудованием и восстановление его первоначальной жесткости регулированием зазоров в подвижных соединениях. Шабрением трущихся и износившихся поверхностей, периодический ремонт.
7. Многообразие факторов, влияющих на жесткость технологической системы, не позволяют установить ее расчетным путем. Обычно жесткость технологической системы определяют эмпирическими методами.
10. ВИБРАЦИИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Технологическая система с ее упругими свойствами и процессами резания, трения, процессами, протекающими в приводах, представляют собой сложную и замкнутую динамическую систему. Ее замкнутость обусловливается связями между звеньями системы, благодаря которым всякое воздействие на систему извне или возникшее в ней воспринимается всей системой. Часты случаи, когда процесс спокойного резания нарушается, звенья системы начинают совершать колебательные движения, не предусмотренные схемой обработки. Установившиеся колебания значительной частоты, называют вибрациями.
Различают два вида вибраций: вынужденные и автоколебания.
Причинами вынужденных вибраций обычно являются колебания, передаваемые извне; динамическая неуравновешенность быстро вращающихся деталей станка, режущего инструмента или заготовки; дефекты передач в станке; наличие зазора между деталями; прерывистый характер резания и т.п. Во всех этих случаях возникновение вибрации легко объяснимо, т.к. налицо источник вибрации.
В отличие от вынужденных колебаний автоколебания представляют собой незатухающие колебания, вызываемые переменной силой, действующей в осуществляемом процессе. Автоколебания возникают в процессе резания при определенных условиях и продолжаются пока эти условия не будут изменены или не прекратится процесс резания.
Таким образом, процесс резания становится источником автоколебаний. В общем случае в автоколебательном процессе движения могут совершать либо резец, либо заготовка в отдельности или одновременно.
Существуют следующие меры по повышению устойчивости технологической системы к вибрациям.
1. Повышение жесткости технологической системы – всех ее составляющих звеньев, включая заготовку. Увеличение жесткости повышает частоту собственных колебаний системы и уменьшает их амплитуду.
2. Уменьшение центробежных сил в технологической системе путем лучшей балансировки быстровращающихся деталей.
3. Выбор режимов резания, при которых обработка заготовки будет идти при отсутствии вибраций.
4. Выбор инструмента, геометрия которого повышает виброустойчивость технологической системы. С этой целью рекомендуется применять инструменты, имеющие углы в плане больше 45o, передние углы – положительные, малый радиус при вершине, возможно малый задний угол, не работать сильно затупившимся инструментом.
5. Изоляция технологической системы от внешних воздействий в виде колебаний других станков, молотов, работающих двигателей и т.п. средствами изоляции служат виброопоры, на которые устанавливают станок.
6. Применение виброгасителей гидравлических, механических, ударного действия и т.д., поглощающих энергию колебательного движения и снижающих интенсивность вибраций (рис.10.1).
Рис.10.1. Виброгасители ударного действия
Размерный износ инструмента. В процессе обработки заготовок инструмент изнашивается. Интенсивность изнашивания инструмента зависит от свойств материала, из которого изготовлен инструмент, свойств материала заготовки, режимов обработки, температуры нагрева, свойств смазочно–охлаждающей жидкости и др.
При исследованиях в области резания материалов мерой износа инструмента чаще служит высота  площадки, образовавшейся на его задней поверхности. На точности же выдерживаемых размеров отражается износ инструмента по нормали к обрабатываемой поверхности, называемый размерным износом. Именно этот износ и рассматривается дальше.
площадки, образовавшейся на его задней поверхности. На точности же выдерживаемых размеров отражается износ инструмента по нормали к обрабатываемой поверхности, называемый размерным износом. Именно этот износ и рассматривается дальше.
Протекание изнашивания инструмента во времени характеризуется кривой (рис.10.2 а), у которой принято выделять три участка, соответствующих трем периодам стойкости инструмента. При обработке заготовок больших размеров изнашивание инструмента приводит к погрешностям формы обрабатываемых поверхностей.
Рис.10.2..Закономерность размерного износа инструмента и характер его проявления на точечной диаграмме
Влияние размерного износа на точность и производительность процесса обработки уменьшают следующие практические меры: повышение качества материала, используемого, для изготовления инструмента; повышение качества изготовления и доводки инструмента; рациональный выбор режимов резания; стабилизация сил резания; сокращение вибраций в технологической системе; правильный подбор и применение СОЖ; своевременная компенсация размерного износа инструмента поднастройкой технологической системы; применение автоматических подналадчиков; своевременная смена инструмента для его перетачивания; применение устройств диагностики состояния инструмента.
11. ТЕПЛОВЫЕ ДЕФОРМАЦИИ ТЕХНОЛОГИЧЕСКОЙ
СИСТЕМЫ.
В процессе обработки заготовок звенья технологической системы находятся под непрерывным воздействием различных источников теплоты. Основными источниками теплоты являются механическая работа, затрачиваемая на резание, и работа по преодолению сил трения движущимися деталями станка. К этому добавляется теплота, создаваемая работой электрических и гидравлических систем станка, теплота, сообщаемая внешней средой. Неодинаково нагретыми могут быть заготовки, поступающие на обработку. Изменения температуры технологической системы порождают дополнительные пространственные относительные перемещения ее исполнительных поверхностей и, как следствие, добавочные слагаемые погрешности динамической настройки. Перемещения, порождаемые изменениями температуры, получили название температурных деформаций.
Распределение теплоты в технологической системе неравномерно. Одни ее компоненты, даже части отдельных деталей, нагреваются сильнее другие слабее.
Нагрев деталей станка происходит в результате работы его механизмов, гидроприводов и электроустройств. Теплота станку сообщается также СОЖ, нагревательными устройствами, находящимися вблизи станка, воздухом в цехе. Наибольшей степени в станке нагревается шпиндельная бабка. Температура ее корпуса в различных точках может доходить до 30—70o С, а шпинделей и валов — до 40-100o С. Меньше нагревается станина. Соответственно уровню нагрева детали станка деформируются в трех координатных направлениях, нарушая тем самым первоначальную точность станка.
Тепловые деформации режущего инструмента вызывает теплота, отводимая из зоны резания. Несмотря на то, что доля теплоты, приходящаяся на инструмент, составляет лишь 2-5%, и ее оказывается достаточно для нагрева режущих кромок до 900o С. В результате, например, изменение вылета токарных резцов средних размеров в процессе обработки заготовки могут доходить до 0,05-0,06 мм. Значения тепловых деформаций режущего инструмента зависят от скорости и глубины резания, подачи и геометрии инструмента, его вылета, эффективности охлаждения и др.
Тепловые деформации станка и инструмента протекают в пространстве и приводят к отклонениям относительного положения заготовки и инструмента, приданного им в процессе настройки технологической системы. Относительное перемещения инструмента и технологических баз заготовки служат причиной непрерывного изменения значения текущего размера, что в свою очередь отражается на всех геометрических показателях точности детали: форме, относительном повороте, расстоянии и размере получаемой поверхности.
Обычно заготовки обрабатывают с перерывами в работе станка, вызываемыми, например, необходимостью замены заготовок. На рис.20.5 приведен график, показывающий тепловые деформации токарного резца, происходящие во время работы заготовок и остановок станка для их замены. Изменение теплового состояния резца и его вылета влекут за собой отклонения формы обработанной поверхности детали.
Рис.11.1. Тепловые деформации резца при работе с перерывами
Часть теплоты, выделяющейся в зоне резания, передается в заготовку. В зависимости от способа режимов обработки отвод теплоты в заготовку может быть различным. Например, при токарной обработке он может составлять до 10% в общем тепловом балансе, а при сверлении – до 55%. Следовательно, в процессе обработки заготовка может значительно нагреваться и деформироваться. Причем наибольшие деформации возникают при обработке тонкостенных заготовок. В большинстве случаев поверхность заготовки обрабатывают постепенно. Поэтому источник теплоты в зоне резания непрерывно (или с перерывами) перемещается по обрабатываемой поверхности заготовки.
Причиной снижения точности деталей также может быть и разная степень нагрева заготовок, поступающих на обработку, что присуще массовому производству.
В обеспечении требуемой точности детали тепловые деформации технологической системы и заготовок приобретают особую значимость на отделочных операциях, где колебания припусков, а, следовательно, силы резания и упругих перемещений оказываются незначительными. Основными мероприятиями по уменьшению тепловых деформаций являются следующие: применение СОЖ; создание термоконстантных цехов; введение в конструкцию станков, устройств, стабилизирующих температуру; прогревание станков на холостом ходу до начала работы; сокращение перерывов в работе до минимума; настройка технологической системы на рабочий настроечный размер, учитывающий влияние тепловых деформаций; встраивание в станке автоматических подналадчиков; увеличение скорости резания; шлифование заготовок кругами большего диаметра; установка перед ответственными операциями термостатических устройств, выравнивающих температуру заготовок, поступающих на обработку; чередование операций в технологическом процессе с большим и меньшим нагревом заготовок; применение транспортных средств, обеспечивающих соблюдение очередности в прохождении заготовками операции технологического процесса.
12. РАСЧЕТ ПРИПУСКОВ, РЕЖИМОВ РЕЗАНИЯ. ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
12.1. Расчет припусков, межпереходных размеров и допусков
Чертеж исходной заготовки отличается от чертежа готовой детали тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовки. форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок, требующей в ряде случаев определение уклонов, радиусов закруглений и т.д.
Операционный припуск – это слой металла, удаляемый с заготовки при выполнении одной технологической операции
Различают припуски промежуточные и общие.
Промежуточным припуском называется слой снимаемый при выполнении данного технологического перехода механической обработки.
промежуточный припуск определяется как разность размеров заготовки, на сложном предшествующем и выполняемом технологических переходах.
Общим припуском на обработку называется слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки в целях достижения заданных точности и качества обрабатываемой поверхности. Общий припуском равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности или определяется как разность размеров заготовки и готовой детали.
Установление оптимальных припусков на обработку и технологических допусков на размеры заготовок по всем переходам имеют технико-экономическое значение при разработке технологических процессов изготовления деталей машин.
Преувеличение припуска ведут к перерасходу материала на изготовление деталей, вызывают необходимость введения дополнительных технологических переходов, увеличивают трудоемкость процессов обработки, затраты энергии и рабочего инструмента, повышают себестоимость детали. при увеличенных припусках в некоторых случаях удаляется наиболее износостойкий поверхностный слой обрабатываемой детали.
Уменьшенные припуски не обеспечивают удаления дефектных поверхностных слоев металла и получения требуемой точности и шероховатости обработанных поверхностей, а в ряде случаев создают неприемлемые технологические условия для работы режущего инструмента в зоне твердой литейной корки или окалины. в результате недостаточных припусков возрастает брак, что повышает себестоимость выпускаемой продукции.
Задача определения оптимальных припусков на обработку тесно связана с установлением предельных промежуточных и исходных размеров заготовки. эти размеры необходимы для конструирования штампов, прессформ, моделей, стержневых ящиков, приспособлений, специальных режущих и измерительных инструментов,а также для настройки металлорежущих станков др. технологического оборудования. в машиностроении широко применяют опытно-статистический метод установления припусков на обработку. при этом методе общие и промежуточные припуски берут по таблицам, которые составляют на основе обобщения и систематизации производственных данных передовых заводов.
Недостаток этого метода заключается в том, что припуски назначают без учета конкретных условий построения технологических процессов. так, общие припуска назначают без учета маршрута обработки данной поверхности, а промежуточные – без учета схемы установки и погрешностей предшествующей обработки. опытно-статистические величины припусков во многих случаях завышены, т.к. они ориентированы на условие обработки, при которых припуск должен быть наибольшим во избежания брака.
12.1.1.Расчетно-аналетический методопределения припусков.
Данный метод определения припусков основан на учете конкретных условий выполнения технологического процесса обработки. Он выявляет возможности экономии материала и снижения технологической обработки при проектировании новых и анализе существующих технологических процессов.
Величины минимального промежуточного припуска определяют следующие факторы:
1) высота неровностей rzi-1, полученная на смежном предшествующем переходе обработки данной поверхности. при выполнении первой операции эта величина берется по исходной заготовке. при выполнении второй операции нужно снять неровности, полученные не первой операции и т.д.. величина rzi-1 зависит от метода, режимов и условий выполнения предшествующей обработки;
2) состояние и глубина тi-1 поверхностного слоя, полученные на смежном предшествующем технологическом переходе. этот слой отличен от основного металла. он подлежит полному или частичному удалению на выполняемом переходе. у отливок из серого чугуна поверхностный слой состоит из перлитной корки, наружная зона которого нередко имеет следы формовочного песка.
Для создания благополучных условий работы режущему инструменту этот слой полностью снимается на первом переходе обработки данной поверхности. у стальных паковок и штампованных заготовок поверхностный слой характеризуется обезуглероженной зоной. этот слой подлежит полному удалению, т.к. он снижает предел выносливости детали.
В результате обработки резанием в поверхностном слое возникает зона наклепа. при последующей обработке эту зону целесообразно сохранить, т.к. она повышает износостойкость детали и способствует получению более качественной поверхности.
После поверхностной закалки поверхностный слой детали также в максимальной степени надо сохранить, т.к. его ценные свойства быстро снижаются с увеличением припуска.
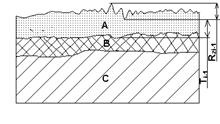
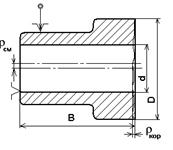
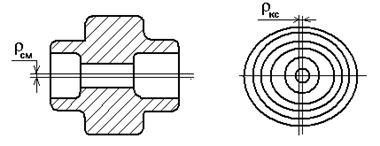
Рис. 12.1. Поперерчное сечение поверхностного слоя детали
3) пространственные отклонения ri-1 в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки. к пространственным отклонениям относятся: несоосность наружной (базовой) поверхности и растачиваемого отверстия у заготовок втулок, дисков, гильз; несоосность обтачиваемых ступеней базовым шейкам или линии центровочных гнезд у заготовок ступенчатых валов; неперпендикулярность торцовой плоскости оси базовой цилиндрической поверхности заготовки; непараллельность обрабатываемой и базовой плоскостей у заготовок корпусных деталей и др. погрешности взаимного расположения обрабатываемых и базовых элементов.
4)
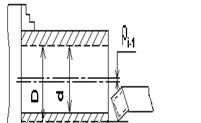
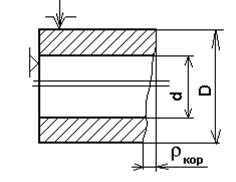
Рис. 12.2.
Своей наружной поверхностью втулка закрепляется в 3-х кулачковом самоцентрирующемся патроне. штриховая линия характеризует заданное обработкой отверстие диаметром d.
Из схемы видно, что составляющая промежуточного припуска (на диметр), компенсирующая несоосность поверхности втулки, равна 2ri-1. диметр отверстия заготовки с учетом влияния только одной этой составляющей d=d-2ri-1.
Пространственные отклонения возникают в результате неточного выполнения заготовок и операции механической обработки. при механической обработке может иметь место также копирование в уменьшенном виде первичных погрешностей заготовки.
Влияние пространственных отклонений на количество снятого в виде припуска материала зависит от принятой схемы базирования заготовки. при обработке механической обработке деталей типа дисков целесообразно, например, сначала расточить отверстие на базе наружной цилиндрической поверхности (для устранения соосности), а затем на базе отверстия обточить наружную поверхность. при обратной последовательности обработки с наружной поверхности снимается значительно большее количество металла;
5) погрешность установки ei, возникающая на выполняемом переходе. в результате погрешности установки обрабатываемая поверхность занимает различное положение при обработке партии заготовок на предварительно настроенном станке. нестабильность положения обрабатываемой поверхности должна быть компенсирована дополнительной составляющей промежуточного припуска.
Пространственные отклонения и погрешности установки представляют собой векторы, так как они имеют не только величину, но и направление. их суммирование выполняется по правилу сложения векторов. при обработке плоскостей имеет коллинеарные векторы ri-1 и ei. в этом случае

 ; (12.1)
; (12.1)
т.е. векторная сумма определяется арифметической суммой значений векторов.
При обработке наружных и внутренних поверхностей вращения векторы ri-1 и ei могут принимать любое угловое положение, предвидеть заранее которое не представляется возможным. наиболее вероятное суммарное значение этих векторов определяется их сложением по правилу квадратного корня.
 ; (12.2)
; (12.2)
таким образом, получим следующие расчетные структурные формулы для определения минимального промежуточного припуска на обработку:
припуск на сторону при последовательной обработке противоположных или отдельно расположенных плоскостей
 ; (12.3)
; (12.3)
припуск на две стороны при параллельной обработке противолежащих плоскостей
 ; (12.4)
; (12.4)
припуск на диаметр при обработке наружных или внутренних поверхностей вращения
 ; (12.5)
; (12.5)
на основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам обработки данной поверхности.
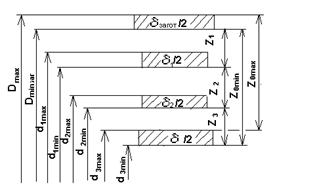
12.3. Пример построения полей припусков
При построении схемы исходными являются заданные чертежом предельные размеры dзmin и dзmax готовой детали, которые получаются на последней операции обработки поверхности – тонкое точение. d2min – после чистового точения, d1min – после чернового точения, dmin – предельный размер исходной заготовки.
суммарное влияние пространственных отклонений для различных видов заготовок и механической обработки.
1) литые заготовки.
а) корпусные детали
те же данные по противоположной плоскости.
б) детали – тела вращения в самоцентрирующем патронах по наружной поверхности
2) штампованные заготовки
а) стержневые валы, рычаги с базированием по крайней ступени (поверхности)

б) стержневые детали при обработке в центрах 
 при
при 
в) детали типа дисков с прошитым отверстием (шестерни, шкивы и т.п.)
г) то же при обработке торцовых поверхностей
3) заготовки из торцового проката
а) при консольном закреплении в самоцентрирующем патроне
б) при обработке в центрах 
 при
при
4) зацентровка заготовок
а) при установке в самоцентрирующих устройствах 
б) установка в призмах с одним прижимом  при
при 
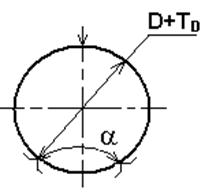
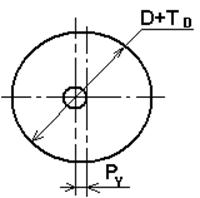
5) сверление отверстий
детали всех типов, обработка отверстий в неподвижной детали.
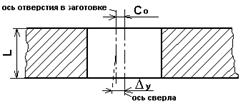
 , с0 – смещение оси отверстия при сверлении
, с0 – смещение оси отверстия при сверлении
Dy – увод сверла.
остаточные пространственные погрешности:
ky=0.06 – однократное и чистовое точение, предварительное шлифование;
ky=0.05 – получистовая обработка заготовок, рассверливание отверстий, смещение оси отверстия после черновой обработки;
ky=0.04 – чистовое точение;
ky=0.02 – двукратное обтачивание калиброванного проката, или двукратное шлифование заготовок после токарной обработки;
ky=0.005 – получистовая обработка (зенкерование и черновое развертывание);
ky=0.002 – чистовое развертывание отверстий.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 6405; Нарушение авторских прав?; Мы поможем в написании вашей работы!