КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ТЕПЛОВЫЕ ПРОЦЕССЫ
|
|
|
|
Сущность тепловых процессов разделения полуфабриката или удаления излишнего материала состоит в нагревании металла заготовки, плавлении, превращении его в окислы или пары и удалении этих продуктов газовой струёй или испарением. В самолетостроении находят применение газопламенная (кислородно-ацетиленовая) и плазменная обработки, а также начинает применяться лучевая обработка.
Газопламенная обработка (кислородно-ацетиленовая) применяется для вырезки фигурных заготовок из листов и плит малоуглеродистой и низколегированной стали толщиной от 5 до 100 мм.
Производительность резки весьма высокая. Например, малоуглеродистую сталь толщиной 5... 15 мм можно резать со скоростью 1,8... 1,2 м/мин. Стоимость вырезки фигурных заготовок из стали в 10... 20 раз ниже стоимости фрезерования.
Кислородно-ацетиленовую резку по шаблонам заготовок из стали толщиной от 5 до 100 мм производят на машинах шарнирного типа АСШ-2. Наибольшие размеры вырезаемых заготовок 750—1500 мм. Чистота реза приближается к чистоте механической обработки. Погрешность копирования не превышает 0,3 ... 0,5 мм.
Кислородно-флюсовую обработку применяют для вырезки заготовок из хромистых и хромоникелевых жаропрочных и коррозирнно-стойких сталей, цветных металлов и сплавов. Флюсом служит железный порошок с частицами 0,13... 0,2 мм, который непрерывно подается в струю режущего кислорода. При сгорании флюса выделяется дополнительное количество тепла, повышающее температуру в месте реза, благодаря чему образующиеся окислы не затвердевают. Продукты сгорания флюса переходят в шлак,понижая температуру его плавления.
Пакеты листов из титановых сплавов и коррозионно-стойких сталей разрезаются с верхним накладным листом из малоуглеродистой стали толщиной 1,5... 3,0 мм, предохраняющим кромки верхних листов от оплавления и чрезмерного нагревания. Пакетная резка листов должна производиться в специальном зажимном приспособлении, когда листы плотно прилегают друг к другу, и устраняется возможность свободной деформации заготовки и ее провисания. Заготовки после вырезки правятся для устранения коробления. Под механическую обработку следует предусматривать припуск 3... 5 мм.
При кислородно-флюсовой резке коррозионно-стойкой стали Х18Н9Т ширина реза 8... 10 мм, а скорость резки пакета толщиной 12... 50 мм соответственно -260... 90 мм/мин.
Плазменная обработка. Если электрическую дугу теми или иными способами суживать, то можно получить поток так называемой «плазмы» с температурой более 15 000 °С. Потоком плазмы можно разрезать различные металлы, сплавы, сваривать тугоплавкие металлы и наплавлять на изделие покрытия.
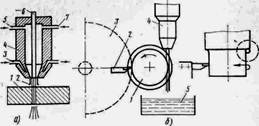
Рис.6. Схема плазменной обработки:
а — разделение полуфабриката; 1 — полуфабрикат; 2 — сжатая дуга; 3 — подача воды для охлаждения наконечника горелки; 4 — корпус горелки; 5 — подача аргона; 6 — вольфрамовый электрод; 7 — подача водорода; б — удаление материала с поверхности вращающейся заготовки с последующим обтачиванием или шлифованием; 1 — заготовка;
2 — резец; 3 — абразивный круг; 4 — плазменная горелка; 5 — ванна с водой
На рис. 6 а показана схема плазменной горелки. Между вольфрамовым электродом и обрабатываемым полуфабрикатом возбуждается сжатая дуга, сосредотачиваемая на небольшом участке полуфабриката. Теплом дуги и газов, выходящих через суженное сопло и нагреваемых той же дугой, плавится металл. Расплавленный металл удаляется факелом пламени и струёй газов.
На установках для плазменной обработки УДР-58 можно производить как ручную, так и механизированную резку цветных металлов и коррозионно-стойких сталей толщиной до 40 мм.
Замена газовой резки сталей и алюминиевых сплавов (АМц, АМг-6, АД1) плазменно-дуговой с использованием в качестве плазмообразующих газов аргоно-аммиачной смеси или воздуха и водяных паров снижает глубину расплавленной зоны кромок, тепловые деформации (в 2... 4 раза), значительно улучшает качество поверхности реза и увеличивает скорость резки.
При оснащении газорежущих машин и установок для плазменной резки фотоэлектронной системой управления при скорости резки до 2600 мм/мин достигается точность копирования чертежа ±1 мм. Хорошие результаты получаются также на газорежущих машинах с числовым программным управлением.
Высокая температура, струи плазмы и способность резать цветные металлы и кюррозионно-стойкие стали без применения флюсов дает этому процессу очевидное преимущество перед газопламенной обработкой.
В настоящее время для плазменной обработки применяют два типа горелок с зависимой (переносной) и с независимой (непереносной) дугой. При использовании горелки с зависимой дугой обрабатываемая заготовка служит анодом. Горелки с независимой дугой (дуга возникает внутри сопла) более удобны для металлорежущих станков, однако эффективность их меньше.
Использование струи плазмы сильно ускоряет процесс удаления излишнего материала, позволяет снимать большой слой самого твердого металла за один проход на станках обычной жесткости. Например, при глубине резания 9,5 мм и скорости перемещения 254 мм/мин плазменной струёй можно удалить 65,5 см3 стали в минуту. Этого нельзя достигнуть резанием на обычных (легких) станках.
Плазменную обработку тел вращения часто применяют с одновременной обработкой поверхности резцом с очень узкой режущей кромкой или шлифовальным кругом (рис. 6 б). Это позволяет выполнять одновременно и черновую и чистовую обработку крупногабаритных заготовок из металлов, трудно поддающихся резанию.
Лучевая обработка. При лучевых методах обработки возможна концентрация светового, электронного или ионного луча с высокой плотностью энергии на очень малой площади. Это открывает широкие перспективы в применении лучевых методов для обработки самых тугоплавких материалов. Материал из зоны обработки удаляется испарением его в результате преобразования лучевой энергии в тепло непосредственно в зоне обработки.
Таким образом, механические процессы, которые по-прежнему остаются основными при обработке обычных конструкционных материалов, удачно дополняются электрическими, электрохимическими, химическими, акустическими и тепловыми процессами, наиболее эффективными при обработке материалов, трудно поддающихся резанию и при изготовлении деталей сложной формы.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 344; Нарушение авторских прав?; Мы поможем в написании вашей работы!