КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Механические средства измерени длины
|
|
|
|
ИЗМЕРЕНИЕ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ
Изготовление изделий машиностроения, микроэлектроники, оптоэлектроники, вычислительной техники связано с обработкой материалов по заданным размерам, форме, качеству поверхности.
При этом размеры и качество изделий контролируется средствами измерения геометрических величин (длина, ширина, углы, отклонений размеров, формы и расположения поверхностей, параметров резьбы, зубчатых колес, конусов и т.д.).
Так, измерения отклонений, формы и расположения поверхностей включают в себя измерения параметров шероховатости от параллельности, от перпендикулярности, биений и т.п.
Методы и средства измерения геометрических величин подразделяют на несколько групп, основными являются группы механических и оптико-механических приборов.
При измерении линейных и угловых размеров на результат оказывают влияние температура окружающей среды, атмосферное давление, влажность, вибрация и т.д.
Государственным стандартом установлены следующие требования производства линейных и угловых измерений (ГОСТ 8.050-73):
· температура окружающей среды +20оС;
· атмосферное давление – 101324,72 Па (760 мм. рт. ст.);
· относительная влажность окружающего воздуха – 58%;
· ускорение свободного падения – 9,8 м/с;
· направление линии измерения линейных размеров до 160 мм наружных поверхностей вертикальное, в остальных случаях – горизонтальное;
· относительная скорость измерения углов равна нулю.
Стандартом также установлено, что результаты измерений для сопоставимости должны приводиться к указанным нормальным значениям влияющих величин, и пределы допускаемых отклонений от нормальных условий измерения нормированы.
Во избежание дополнительных погрешностей рекомендуется, чтобы измеряемые изделия выдерживали при нормальной температуре от 2 до 36 часов в зависимости от их массы, а средства не менее 24 часов до начала измерений.
Различают средства линейных и угловых измерений общего назначения и узкоспециализированные, предназначенные для решения частных измерительных задач.
К механическим средствам измерения длины общего назначения относятся: штангенприборы, штриховые и концевые меры длины, микрометрические приборы и измерительные головки.
Штриховыми мерами длины называются меры, у которых размер, выраженный в единицах длины. Определяется расстоянием между осями двух соответствующих штрихов (измерительные линейки, рулетки, брусковые штриховые меры).
Брусковые штриховые меры длины – это металлические или стеклянные бруски различного сечения, с нанесенными на них штрихами или шкалами. Они применяются как для непосредственного измерения, так и в качестве шкал приборов и станков.
Основные типы, параметры и размеры стандартизированы. Промышленностью выпускаются брусковые меры с номинальной длиной 60…2000 мм. Допускаемые отклонения от номинальной длины нормируются шестью классами точности, обозначаемыми цифрами от 0 до 5. Наименьшая цена деления брусковых мер длины 0,01 мм.
Плоскопараллельные концевые меры длины (ПКМД) воспроизводят единицу длины одного фиксированного размера и выполняются в виде прямоугольного параллелепипеда из стали или твердого сплава с двумя взаимно параллельными измерительными поверхностями. ПКМД выпускаются в наборах с числом мер разного номинала от 10 до 112. номинальные значения стандартизованы, поэтому притираемость мер позволяет собрать из них блок необходимой длины (от 0,1 до 1000 мкм).
В зависимости от точности изготовления ПКМД относят к классам точности: 00; 01; 0; 1; 2; 3.
К штангенприборам относят средства линейных измерений, которые объединены общим принципом построения отсчетных устройств. Этот принцип основан на применении нониуса.
В зависимости от назначения различают штангенциркули, штангенглубиномеры, штангенрейсмассы.
Штангенциркуль – универсальное средство измерения длины, диаметров валов и отверстий, глубины отверстий и расстояний между центрами отверстий.
Штангенглубиномер – средство измерения глубины отверстий и пазов.
Штангенрейсмасс – средство измерения высотных размеров.
Принцип построения нониуса заключается в совмещении соответствующих штрихов двух линейных шкал, интервалы, деления которых отличаются на определенную величину.
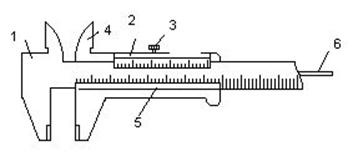
В общем случае штангенприбор состоит из штанги (1) с неподвижной измерительной губкой и рамки (2), перемещающейся по штанге (1), с другой измерительной губкой. На штанге нанесена шкала с ценой деления 1 мм. На скосе рамки нанесена вспомогательная шкала (5), называемая нониусом, с ценой деления 0,9 мм, по которой отсчитываются дробные доли миллиметра.
Для фиксирования рамки на рабочей части штанги служит винт (3). Рамка жестко связана с линейкой глубиномера (6). Верхние губки (4) предназначены для измерения внутренних размеров (отверстия), а нижние – наружных (валов).
При совмещении нулевой отметки шкалы нониуса с нулевой отметкой шкалы штанги, первая, за нулевой, отметка шкалы нониуса оказывается смещенной относительно первой отметки шкалы и штанги на 0,1мм. Соответственно вторая отметка шкалы нониуса смещена на 0,2мм, а десятая на 1мм, т.е. последняя отметка шкалы нониуса точка совпадает с отметкой 0,9мм на шкале штанги.
Если при измерении размера детали шкала нониуса располагается так, что одна из отметок нониуса (не нулевая) и совпадает с какой-либо отметкой шкалы штанги (не нулевой), то результат измерения определяется как сумма отсчетов по шкале штанги и произведения разности цены деления шкал штанги и нониуса на номер деления штанги, с которым совпала отметка нониуса.
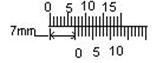 Так измерение значения на рисунке будет равно l =7+0,1*1=7,1мм.
Так измерение значения на рисунке будет равно l =7+0,1*1=7,1мм.
Таким образом, с помощью нониуса можно произвести отсчет размера с точностью до 0,1.
В штангенприборах часто применяется растянутый нониус, обеспечивающий отсчет размера до 0,05мм.
В современных моделях штангенприборах вместо нониуса применяются индикаторы часового пика с ценой деления 0,01мм.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1682; Нарушение авторских прав?; Мы поможем в написании вашей работы!