КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Функциональные предпосылки нормирования точности зубчатых передач
|
|
|
|
ИЗМЕРЕНИЕ И КОНТРОЛЬ ДЕТАЛЕЙ ШЛИЦЕВОГО СОЕДИНЕНИЯ
Основным видом контроля в стандартах на шлицевые соединения является комплексный проходной калибр, с помощью которого обеспечивается собираемость по размерам элементов соединения и их расположению.
При этом имеется в виду, что параметры по непроходному пределу проверяется с помощью измерительных приборов или непроходными калибрами.
Измерение диаметров элементов шлицевых соединений не отличается от измерения гладких деталей. При этом измерения положения шлицев по окружности производится, как и измерение шагов зубчатых колес.
Допуски калибров для контроля шлицевых прямобочных соединений регламентированы ГОСТ 7951-81. для контроля шлицевых эвольвентных соединений – ГОСТ 24969-81.
Виды нормирования. При нормировании точности учитывают размеры зубчатых колес, возможности технологии изготовления и измерения.
В стандартах все требования к зубчатым колесам и передачам разделены на четыре группы и названы нормами точности.
Нормы точности на зубчатые колеса и передачи представляют собой комплекс требований к геометрическим и функциональным характеристикам зубчатого колеса и передачи для оценки их точности в отношении определенного эксплуатационного признака. Нормами точности являются: нормы кинематической точности, нормы плавности работы, нормы контакта зубьев зубчатых колес и передач, нормы бокового зазора.
Нормы кинематической точности устанавливают требования к таким параметрам колеса и передачи, которые вызывают неточности передачи за полный оборот колеса, т.е. характеризующим погрешности в угле поворота колеса за один его оборот по сравнению с тем, если бы вместо него находилось абсолютно точное колесо.
Нормы плавности также влияют на кинематическую точность, но проявляются многократно за один оборот колеса, т.е. один или несколько раз на каждом зубе. При работе на больших скоростях приводят к ударам, шуму и вибрации.
Нормы контакта устанавливают величину поверхности касания зубьев сопрягаемых колес. Имеют особо важное значение для передач, передающих большие нагрузки.
Нормы бокового зазора устанавливают требования к таким параметрам, которые влияют на величину зазора по нерабочим профилям при соприкосновении по рабочим профилям.
Первые три группы норм связаны с точностью передачи вращения, а четвертая не зависит от вращения зубчатых колес. по рабочим профилям.
Первые три группы норм связаны с точностью передачи вращения, а четвертая не зависит от вращения зубчатых колес.
Градация точности. В стандартах принято градацию точности проводить единой по степеням точности для первых трех норм.
Для эвольвентных зубчатых колес и передач диаметром до 6300 мм и m=1÷55 мм установлено 12 степеней точности (чем меньше число, тем точнее). В степени 1-2 градация точности не проводится, они резервные для будущего развития.
Виды сопряжений зубьев колес в передаче. Для устранения возможного заклинивания при нагреве передачи, обеспечения смазки и ограничения мертвого хода при реверсировании отчетных и делительных реальных передач они должны иметь боковой зазор jn (между нерабочими профилями зубьев сопряженных колес). Этот зазор необходим также для компенсации погрешностей изготовления и сборки, для устранения удара по нерабочим профилям.
Такая передача является однопрофильной (контакт зубьев колес происходит по одним рабочим профилям). Только теоретическая зубчатая передача, изготовленная точно по номинальным параметрам, является беззазорной двухпрофильной (контакт зубьев колес происходит по правым и левым боковым профилям) и имеет постоянное передаточное отношение
i=z2/z1=ω1/ω2;
где z1 и z2 – числа зубьев колес,
ω1 и ω2 – угловые скорости колес.
Боковой зазор (jn) определяет в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам (рис.1.)
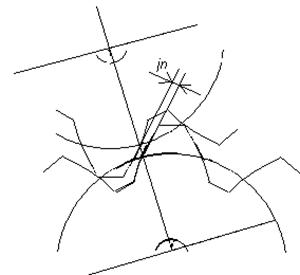
Рис.1. Боковой зазор jn в передаче.
Независимо от степени точности изготовления колес, предусмотрено 6 видов сопряжений, определяющих различные значения jn min (A, B, C, D, E, H) применяют соответственно для степеней точности по нормам плавности работы: 3÷12; 3÷11; 3÷9; 3÷8; 3 ÷7; 3÷7 (рис.2.).
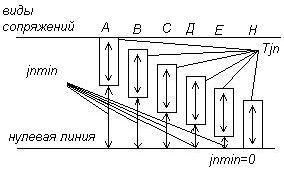
Рис.2. Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых колес.
Установлено 6 классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами от I до VI.
Для сопряжений Н и Е - II класс.
Для сопряжений D, C, B, A – класс III, IV, V и VI – соответственно.
На боковой зазор установлен допуск Тjn, определяемый разностью между наибольшим и наименьшим зазорами. Установлено 8 видов допуска Тjn на боковой зазор: x, y, z, a, b, c, d, h. Видам сопряжений Н и Е соответствует вид допуска h. D, B, C и А – d, b, c и а – соответственно.
При повышении температуры размер колес увеличивается в большей степени, чем расстояние между осями, поэтому боковой зазор уменьшается. Боковой зазор jn min, необходимый для компенсации температурных деформаций и размещения смазочного материал, определяют по формуле
jn min=V+aw(α1∆tْ1+α2∆tْ2)×2sinα,
где V – толщина слоя смазочного материала между зубьями,
аw – межосевое расстояние,
α1 и α2 – температурные коэффициенты линейного расширения материала колес и корпуса,
∆tْ1 и ∆tْ2 – отклонение температур колеса корпуса от 20о,
α – угол профиля исходного контура.
Боковой зазор, обеспечивающий нормальные условия смазки, ориентировочно принимают в пределах от 0,01 mn (для тихоходных кинематических передач) до 0,03 mn (для высокоскоростных передач).
Разность между наибольшим и гарантированным зазорами должна быть достаточной для компенсации влияния технологических погрешностей.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 320; Нарушение авторских прав?; Мы поможем в написании вашей работы!