КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Условия захвата металла валками
|
|
|
|
Для осуществления процесса прокатки металла необходимо иметь определённые условия. При этом следует отдельно рассматривать условия при неустановившемся процессе прокатки – для начального момента, когда заготовка только подводится к валкам, – и при установившемся процессе, когда заготовка уже втянута в валки.
При неустановившемся процессе прокатки в момент соприкосновения заготовки с вращающимися валками последние будут оказывать на неё действие в виде сил N, направленных нормально к поверхности валков в точках соприкосновения металла с валками А, и сил трения Т, направленных по касательной, как показано на рис. 12.
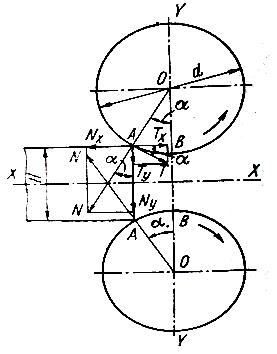
Рис. 12. Силы, действующие на заготовку со стороны валков
Для выявления действия указанных сил N и Т на условия захвата металла валками спроектируем их на горизонтальную ось ХХ (по направлению прокатки) и на вертикальную YY. Вертикальные силы Ny и Тy, учитывая действие двух валков, производят обжатие конца заготовки. Горизонтальная сила Tx втягивает металл в зев валков, а сила Nx, наоборот, противодействует втягиванию металла в валки.
В зависимости от соотношения сил могут быть три случая (условия):
1) если  , то вследствие равновесия сил валки будут буксовать;
, то вследствие равновесия сил валки будут буксовать;
2) при  валки захватят заготовку;
валки захватят заготовку;
3) если  , захвата не будет, т.е. прокатка неосуществима.
, захвата не будет, т.е. прокатка неосуществима.
С точки зрения захвата заготовки наиболее интересным является второе условие.
Из геометрической схемы сил на рис. 13 следует:
 (19)
(19)
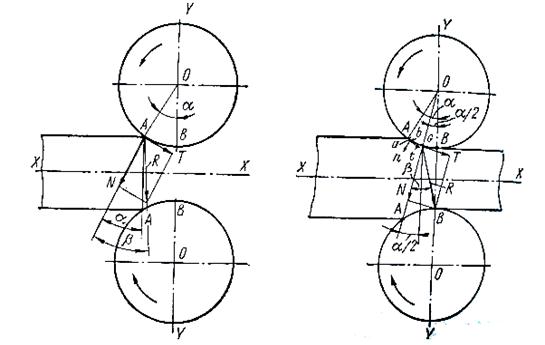
Рис. 13. Силы, действующие на заготовку со стороны валков
при различных условиях захвата
Известно, что коэффициент трения f выражается формулой:
 . (20)
. (20)
Подставив значение силы трения Т из формулы (20) во второе выражение (19), получим:
 . (21)
. (21)
На основании второго условия, при соблюдении неравенства , разделим выражение (21) на второе выражение (19):
 .
.
Разделив числитель и знаменатель левой части этого неравенства на cosα, получим основное условие захвата заготовки:
 . (22)
. (22)
Это условие показывает, что при неустановившемся процессе прокатки для захвата заготовки коэффициент трения должен быть больше тангенса угла захвата. Условие можно выразить через угол трения β, зная, что его тангенс численно равен коэффициенту трения, т.е.:
 . (23)
. (23)
Так как , то, следовательно, β представляет собой угол между силой нормального давления N и равнодействующей R, построенной на силах N и Т, что понятно из рис. 13.
, то, следовательно, β представляет собой угол между силой нормального давления N и равнодействующей R, построенной на силах N и Т, что понятно из рис. 13.
Исходя из уравнений, можно получить условие захвата, выраженное через угол трения,
 . (24)
. (24)
Геометрически это условие показывает, что захват заготовки при неустановившемся процессе произойдёт в том случае, когда равнодействующая R, будет отклонена в сторону прокатки от вертикали АА.
При  равнодействующая R вертикальна – валки буксуют; при
равнодействующая R вертикальна – валки буксуют; при  равнодействующая R отклонена в сторону, противоположную прокатке, – захвата заготовки не будет.
равнодействующая R отклонена в сторону, противоположную прокатке, – захвата заготовки не будет.
Условия захвата металла при установившемся процессе прокатки отличаются. Для получения условия захвата заготовки при установившемся процессе предположим, что распределение действующих сил по дуге захвата, а, следовательно, и по всей поверхности соприкосновения валков с металлом будет равномерно. Очевидно, что в каждой выделенной на дуге захвата элементарной дуге ab будут действовать элементарные силы трения t и силы нормального давления n, что видно на рис. 13. Эти элементарные силы, действуя по всей дуге захвата, представляют равномерно распределённую нагрузку.
Заменив равномерно распределённую нагрузку суммарными сосредоточенными силами T и N, действующими по середине дуги в точке G, и воспользовавшись из предыдущего вывода положением о том, что при захвате заготовки равнодействующая должна быть отклонена в сторону прокатки от вертикали, проведённой через точку приложения сил (точка G), можем написать основное условие захвата, выраженное через угол трения:
 . (25)
. (25)
Тогда это же условие через коэффициент трения будет выражаться неравенством:
 . (26)
. (26)
Таким образом, как видно из сравнения двух неравенств, захват заготовки при установившемся процессе в два раза легче, чем при неустановившемся.
Из рассмотрения треугольников АВС и АОС можно установить зависимость между углом захвата, диаметром валков и абсолютным обжатием. Из рис. 11видно, что . Отрезок
. Отрезок ;
;
 ,
,
откуда:
 . (27)
. (27)
Определяя отсюда α, получаем:
 . (28)
. (28)
Этими зависимостями и пользуются для определения угла захвата α.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 8596; Нарушение авторских прав?; Мы поможем в написании вашей работы!