КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В - однокромочная головка с механическим креплением режущих и
|
|
|
|
направляющих пластин (d = 18... 65 мм); г - многокромочная напайная головкаБТА (d = 18... 65 мм); д - многокромочная головка с механическим креплением режущих и направляющих пластин (d > 65 мм)
Хорошее деление стружки по ширине и увеличение площади сечения входных отверстий обеспечивают многокромочные головки фирмы «Sandvik Coromant» (Швеция). При этом за счет разности нагрузки на пластины, расположенные с обеих сторон оси головки, обеспечивается принцип одностороннего резания, так как в этом случае равнодействующая радиальных составляющих сил резания и трения проходит между двумя направляющими и прижимает головку к обработанной поверхности отверстия.
Головки с механическим креплением твердосплавных пластин имеют преимущества по сравнению с напайными, а именно: отсутствие заточки и быстросменность пластин.
Сложные по конструкции корпуса головок БТА изготавливают методом точного литья с последующей нарезкой ленточной резьбы на хвостовой части. У сверл крупных диаметров корпуса изготавливают фрезерованием и точением на станках с ЧПУ. При сверлении отверстий малых диаметров (d = 6...20 мм) применяются опытные конструкции сверл БТА, выполненные путем врезания и пайки Т-образных твердосплавных пластин в стальной трубчатый стебель (рис. 4.13, а ). Однако в этом случае трудности с удалением стружки возрастают еще в большей степени. Гарантированная глубина сверления отверстий сверлами БТА при горизонтальном положении заготовки достигает 100d, а при вертикальном - 50d.
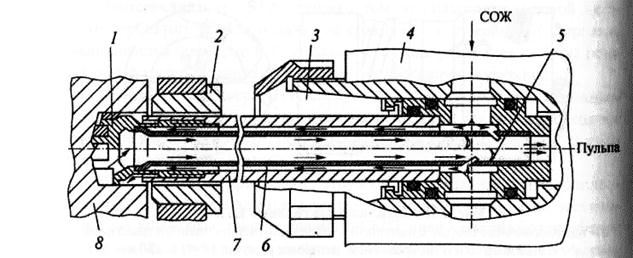
Рис. 4.14. Схема работы эжекторного сверла:
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 453; Нарушение авторских прав?; Мы поможем в написании вашей работы!