КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Резьбонарезные головки
|
|
|
|
ПЛАШКИ
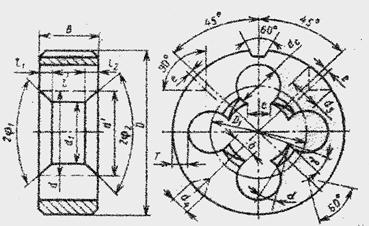
Рис. Круглая плашка
Плашки служат для нарезания наружной резьбы на болтах, винтах, шпильках и других деталях. Плашки бывают круглые, трубчатые и призматические разъемные к слесарным вороткам. Круглые и трубчатые плашки применяют для нарезания деталей за один рабочий ход на револьверных станках и автоматах, призматические – за несколько рабочих ходов вручную.
Круглые плашки представляют собой гайку, превращенную в инструмент путем сверления стружечных отверстий и образования режущей части с затылованными зубьями. На (рис.3) показаны конструктивные и геометрические элементы круглых плашек. К ним относятся: наружный диаметр, число и диаметр стружечных отверстий и их центров, толщина плашки, ширина перьев и просвета между ними, угол конуса режущей части, передний и задний углы резания и элементы для крепления плашки в патроне.
Наружный диаметр плашки зависит от диаметров резьбы изделия и стружечных отверстий. Приближенное его значение можно определить по следующему выражению:
 ,
,
где d1 – внутренний диаметр резьбы винта; dс – диаметр стружечных отверстий; Т –толщина стенки плашки. Внутренний диаметр d1 известен; он задается диаметром резьбы винта. Диаметр стружечных отверстий лучше определять с учетом вида передней поверхности: криволинейная (радиусная) или прямолинейная.
Толщина плашки не должна быть слишком большой, так как это вызывает значительные накопленные погрешности по шагу при термообработке, ухудшается выход стружки из отверстий плашки и подвод СОЖ. Слишком малая толщина не может обеспечить правильного направления в работе. Удовлетворительная толщина плашки получается, если она содержит семь-девять ниток. При этом 1,5 – 2,5 нитки делают на режущей части с каждой стороны и 3 – 5 витков на калибрующей. Для мелких резьб, чтобы по условиям крепления сохранить толщину плашки достаточной и оставить указанное число шагов, у плашки делают выточку с одной стороны.
Режущую часть плашки выполняют в виде внутреннего конуса с обеих сторон, поэтому плашка является двусторонним инструментом. Она выполняет основную работу резания по удалению металла из впадины резьбы. Угол конуса и длина режущей части зависят от качества обрабатываемого материала. Для обработки более прочных и твердых материалов угол 2φ принимается меньше, а длина режущей части получается больше. В этом случае уменьшается толщина срезаемого слоя, и работа резания распределяется на большое число режущих зубьев.
Калибрующая часть зачищает и калибрует резьбу. По мере изнашивания режущих зубьев она также служит запасом для перевода калибрующих зубьев в режущие. Как указывалось ранее, ее длина ограничивается 3 – 5 шагами резьбы. У двусторонних плашек зубья на калибрующей части по задней поверхности не затылуются, так как это невозможно сделать по принципиальным соображениям: для одной стороны требуется производить затылование в одном направлении, для другой – в противоположном. Если плашка имеет режущую часть с одной стороны, то затылование калибрующих зубьев возможно на небольшую величину, примерно 0,1 – 0,2 мм. Плашки не шлифуютсяпосле термообработки, поэтому они нарезают резьбу не выше степени точности 6g – 6d. Для получения резьб повышенной точности плашки после термообработки калибруются специальным закаленным метчиком или притиром. Для уменьшения деформаций при термообработке плашки делают из сталей 9ХС или Р6М5 и закаливают в масле.
Углы резания. На режущей части α = 6 – 90, на калибрующей α = 0. Передний угол принимается в зависимости от обрабатываемого материала.
Элементы крепления плашек. При ручной работе плашки крепятся в воротке в специальном кольце, которое закрепляется в воротке. Последний способ является предпочтительным, так как позволяет заранее отрегулировать плашку на размер в кольце и унифицирует воротки. Машинные плашки закрепляются в патроне. Для того и другого способа в плашке делают гнезда в виде конических углублений. Нижние гнезда установочные, верхние – поджимные. Их размеры нормализованы. Обычно у новой плашки вверху делается паз, который разрезается после двух-трех переточек плашки; затем плашку можно регулировать на размер. Винт, упирающийся в этот паз, является разжимным. Плашки небольшого диаметра внизу имеют одно коническое гнездо, расположенное по оси.
Допуски на резьбу плашки. Так же как для метчиков, поле допуска плашки лежит внутри поля допуска винта. По среднему диаметру поле допуска плашки находится примерно посередине поля допуска винта. По наружному диаметру верхнее отклонение плашки не ограничивается, т.е. может доходить до вершины треугольника резьбы. Нижнее отклонение плашки примерно соответствует номинальному наружному диаметру болта, т.е. расположено так, чтобы наружный диаметр плашки не участвовал в резании даже в том случае, если происходит выпучивание резьбы по наружному диаметру болта. По внутреннему диаметру нижнее отклонение плашки не ограничивается. Но по условиям изнашивания вершины зубьев плашки не должны быть заостренными. Нижнее отклонение располагается ниже верхнего отклонения болта и отстоит от теоретического профиля почти так же, как и по среднему диаметру. Допуски на шаг и на половину угла профиля назначают из условия, что плашка может нарезать резьбу степени точности не выше 6g. Окончательно качество плашек проверяется нарезанном пробной детали и измерением ее резьбы по диаметрам, шагу и половине угла профиля.
Винторезная головка – это плашка сборной конструкции, которая служит для нарезания резьбы на винтах, болтах и других крепежных деталях. В зависимости от расположения и направления подачи гребенок относительно обрабатываемой детали винторезные головки подразделяют на радиальные и тангенциальные. Радиальные головки изготовляют с круглыми и призматическими гребенками, тангенциальные – с призматическими. Последние применяются для нарезания резьб на трубах. Тангенциальные и радиальные головки с призматическими гребенками не получили широкого распространения из-за сложной конструкции и кроме того они допускают меньше число переточек. В промышленности в основном применяются радиальные головки с круглыми гребенками. Они бывают вращающиеся и не вращающиеся. Первые применяются для работы на автоматах и сверлильных станках, вторые – на револьверных и токарных станках, а также на автоматах. Для нарезания винтов, болтов головки, как правило, делают самооткрывающимися. По окончании нарезания резьбы гребенки автоматически расходятся, и головка без реверсирования на быстром ходу отводится в исходное положение. По сравнению с круглыми плашками самораскрывающиеся головки имеют ряд преимуществ – у них нет свинчивания. Вследствие этого повышается производительность и качество резьб. Вставные гребенки шлифуют, благодаря чему устраняются погрешности, возникающие при термообработке, повышается качество гребенок и их режущие свойства. Головки допускают регулирование резьбы на размер, а также большое число переточек круглых гребенок. Головками можно нарезать резьбы степени точности 4h – 6g, более точно, чем круглыми плашками. Недостаток — относительная сложность конструкции и эксплуатации.
Самооткрывающиеся винторезные головки с круглыми гребенками выпускаются инструментальным заводом «Фрезер» пяти типов 1КА—5КА (вращающиеся) для диаметров резьб от 4 до 60 мм и типа 1К—5К (не вращающиеся) для тех же диаметров резьб. Круглая гребенка подобна круглому фасонному резцу с резьбовым профилем. Для образования заднего угла центр ее устанавливается выше центра заготовки на величину h0 –0,9 мм для головок типов 1К и 2К и h0 – 1,5 мм для типов 3К—5К. Для повышения точности и снижения шероховатости обработанной поверхности резьбы вершина первого калибрующегозуба гребенки устанавливается выше центра заготовки из стали на 0,05 – 0,2 мм для резьбы диаметром 8 – 42 мм. Более точно это превышение определяется экспериментальным путем. В результате наклона передней поверхности гребенки к оси заготовки под утлом ω режущие кромки вдоль гребенки располагаются с разным превышением к оси детали. Наибольшее превышение будет у последнего калибрующего зуба, наименьшее – у первого режущего зуба, которое может быть даже отрицательным, т.е. располагаться ниже оси детали. Вследствие этого на режущей части передний угол уменьшится, а задний увеличится по сравнению с углами на первом калибрующем зубе гребенки. На других калибрующихзубьях произойдет обратное изменение углов γ и α. Вследствие превышения размера калибрующихзубьев над центром заготовки их режущие кромки и боковые поверхности витков гребенки несколько отходят от поверхности резьбы, не трутся об нее и не портят окончательно сформированного резьбу детали. Кроме профилирующего, остальные калибрующие зубья выполняют роль ведущей гайки, обеспечивают самозатягивание гребенок и служат резервом для постепенного перевода их в режущие.
Головки для скоростного фрезерования резьбы представляют собой инструмент сборной конструкции. В корпусе головки закрепляется от 2 до 12 резцов, оснащенных пластинками из твердых сплавов. Для фрезерования однозаходной резьбы резцы устанавливают в одной плоскости, перпендикулярной к оси заготовки для двухзаходной – в двух плоскостях, смещенных в осевом направлении на шаг резьбы. В основном применяют головки для фрезерования наружных резьб с крупным шагом, большого диаметра и большой длины, например, на ходовых винтах. Фрезерование производится за один рабочий ход на токарном станке, на суппорте которого устанавливается головка. Передний угол γ у резцов небольшой γ = 0 – 6°, задний угол α = 6 – 8°. Если γ ≠ 0, то при необходимости профиль резцов можно корректировать. Этим методом обрабатывается резьба невысокой степени точности 8g. Метод весьма эффективен в крупносерийном и массовом производствах. Производительность обработки повышается в 2,5 – 3 раза по сравнению с обычным резьбофрезерованием. В массовом и крупносерийном производствах резьбовых деталей широко применяется высокопроизводительный процесс накатывания резьбы. Для накатывания наружной резьбы применяют плашки, ролики, резьбонакатные головки, для внутренней – ролики, головки и бесстружечныеметчики.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 751; Нарушение авторских прав?; Мы поможем в написании вашей работы!