КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Количественные оценки качества сварки
|
|
|
|
Качество сварки определяется: вносимыми потерями и натяжным усилием. Обратные потери при сварном соединении пренебрежимо малы (< -70 дБ), так как главный фактор обратных потерь, свойственный разъемным соединениям - воздушный зазор - отсутствует. Вклад в обратные потери дает френелевское рассеяние, связанное с разницей в показателях преломления волокон. Однако поставляемое одномодовое волокно имеет очень высокую стабильность показателя преломления ∆n/n < 0,001. Кроме этого, скачок в показателях преломления сглаживается благодаря диффузии, протекающей во время сварки.
Вносимые потери, как и потери при организации разъемного соединения, подразделяются на внутренние и внешние потери.
Внутренние потери. Для многомодового градиентного волокна внутренние, или воло-конно-зависимые потери, определяются парным различием числовых апертур, эксцентриситетов, диаметров (концентричностей) и показателей преломления у сращиваемых волокон. Некоторые сварочные аппараты осуществляют выравнивание по осям сердцевин, и, таким образом, ослабляют фактор наличия разности эксцентриситетов. Но невозможно устранить потери из-за скачка диаметров и числовых апертур. Эти потери зависят от направления и возникают, когда свет переходит из волокна с большим диаметром в волокно с меньшим или из волокна с большей апертурой в волокно с меньшей апертурой. Потери носят аддитивный характер в том смысле, что если, например, сращиваемые многомодовые волокна имеют отклонения как в диаметрах, так и в числовых апертурах, то вклад во внутренние потери будет представлен суммой отдельных потерь из-за отклонения в диаметрах и отклонения в числовых апертурах. Теоретические оценки вклада во внутренние потери двух основных факторов (разницы диаметров и разницы апертур) приведены на рисунке.
Для одномодового ступенчатого волокна доминирующим фактором внутренних потерь является различие в диаметрах модовых полей. Ведущие фирмы-производители оптического волокна выпускают одномодовое волокно с достаточно высокой стабильностью діаметра модового поля (9,3 ± 0,5 мкм). В этом случае потери составляют не болем 0,04 дБ.
Внешние потери возникают из-за несовершенства процесса сварки. Они включают осевое, угловое отклонение, загрязнение и деформацию сердцевин волокон. Влияние этих факторов может быть уменьшено благодаря индивидуальному мастерству и опыту специалиста, выполняющего сварку, или благодаря качеству автоматического сближения и выравнивания волокон и циклам дуговой сварки при использовании современных сварочных аппаратов-автоматов.
Натяжное усилие, необходимое для разъединения сваренных волокон, также характеризует качество сварки. Чем выше значение разрывного усилия, тем выше качество сварки. Естественно, нет смысла разрывать готовое соединение, но можно делать контрольные измерения, тем самым определяя, насколько качественно может быть выполнена сварка для данных типов волокон. Причиной разрыва является повышенная концентрация и большие размеры микротрещин на поверхности в окрестности места сварки.
Затраты, связанные с различными технологиями сварки, хотя и варьируются в зависимости от метода сварки, опыта специалистов и других факторов, считаются относительно высокими. Но несмотря на это, сварка остается самой распространенной и самой надежной технологией сведения волокон: при одновременном монтаже сразу нескольких волокон, при одиночной сварке с использовании как активной, так и пассивной систем осевого выравнивания.
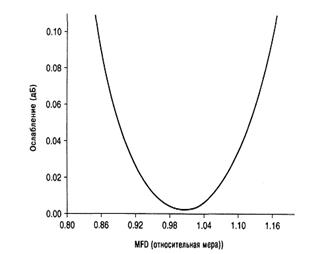
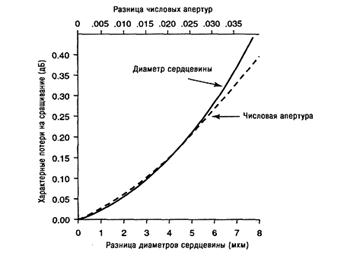
Рисунок - Внутренние потери при сварке: а) из-за разности диаметров и числовых апертур волокон; б) обусловленные различием в диаметрах модовых полей
Наиболее распространены автоматизированные сварочные аппараты для одноволоконной сварки фирм Fujikura - FSM-30S и Sumitomo Electric Industries - Type-35SE, SWIFT.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 879; Нарушение авторских прав?; Мы поможем в написании вашей работы!