КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы плавки цветных металлов
|
|
|
|
Топливные печи для плавки цветных металлов подразделяются на тигельные, отражательные и шахтно-ванные (рис. 3.3).
В попливных тигельных печах используют графитовые графито-шамотные, а также литые чугунные или сварные стальные тигли. В качестве топлива применяют газ, реже – мазут. Тигельные топливные печи целесообразны при небольших объемах металла и частой смене типа сплава (на основе Al, Mg, Cu, Zn). Емкость топливных тигельных печей от 150 до 500 кг. Достоинства таких печей – простота и надежность в эксплуатации, отсутствие непосредственного контакта металла с продуктами горения топлива, небольшой угар, удобство проведения модифицирования, рафинирования, дегазации, легирования. Недостатки: ограниченная емкость тигля, низкий тепловой КПД (н.б. 10%), большой расход тиглей, низкая производительность.
Недостатком металлических тиглей является растворение железа и переход его в состав сплава, что ухудшает свойства последнего.
Топливные отражательные печи имеют емкость от 1,5 до 30 т. Используются для сплавов на основе Al, Mg, и Cu. Длительность плавки – 3,5–5,5 ч. Достоинства отражательных печей – высокая производительность, возможность использования крупногабаритной шихты, простота обслуживания. Недостатки: возможность прямого контакта продуктов горения с металлом, большой угар полезных примесей, низкий тепловой КПД (н.б. 30%).
Шахтнованные печи включают зону нагрева твердой шихты, зону плавления и зону сбора и перегрева жидкого металла. Такая схема значительно повышает тепловой КПД (до 60%). К достоинствам процесса можно также отнести высокую производительность, непрерывность технологического процесса, возможность полной автоматизации процесса плавки. Недостатки – прямой контакт металла с продуктами горения топлива, значительный угар полезных примесей.
В электрических тигельных и отражательных печах сопротивления применяют проволочные нихромовые или карборундовые электронагреватели (рис. 3.4.). В отражательных печах нагревательные элементы расположены у свода печи. Шихту загружают через окна в стенах печи. После расплавления металл сливают путем наклона печи. В этих печах плавят только цветные сплавы на основе Al, Mg и Zn. Тигельные электропечи сопротивления используют, когда требуется небольшой выпуск при большом разнообразии сплавов.
Емкость тигельных электропечей составляет от 150 до 550 кг (по Al), мощность – от 40 до 80 кВт. Печи просты по конструкции, обеспечивают получение сплавов высокой чистоты. К их недостаткам следует отнести низкий тепловой КПД, а также низкую производительность.
Отражательные электропечи имеют широкое применение как для плавки цветных сплавов, так и для их миксирования (накопления, выравнивания химсостава и температуры сплава). Емкость – от 5 до 30 т, мощность – до 500 кВт.
Индукционные тигельные и канальные печи для плавки цветных сплавов по принципу действия не отличаются от индукционных печей для плавки черных сплавов. В них плавят цветные сплавы на основе Zn, Al, Cu.
Для плавки магниевых сплавов используют стальные тигли. Частота тока – 50 гц. При этом тепло выделяется как в кусочках металла шихты, так и в стенках тигля. Для плавки магниевых сплавов плавильные печи снабжают герметичной крышкой, которая позволяет вести плавку в нейтральной или защитной атмосфере. Для плавки сплавов на основе меди применяют графитовые тигли.
Канальные индукционные печи используют для непрерывной (3-х сменной) работы, их емкость – от 0,4 до 40 т. К достоинствам индукционных канальных печей можно отнести минимальную окисляемость и испаряемость металла, высокий КПД, однородность химсостава. К недостаткам – низкая стойкость футеровки (из-за перегрева на 100–200 °С), быстрое зарастание каналов оксидами и шлаками, необходимость постоянно держать металл в расплавленном состоянии.
Электродуговые печи для плавки цветных металлов подразделяются на печи косвенного и прямого нагрева (рис. 3.5.).
В печах косвенного нагрева (обычно – барабанного типа) бόльшая часть тепла от электрической дуги к расплавляемому металлу передается излучением. Печи этого типа применяются для плавки только сплавов на основе меди и крайне ограниченно.
Электродуговые печи прямого нагрева используются для плавки тугоплавких, химичски активных металлов и сплавов (на основе Ni, Ti, а также легированных сталей). Это – электродуговые вакуумные печи с расходуемым электродом, а также печи для плавки в гарнисажном тигле.
В качестве примера на рис. 3.6. приведены схемы вакуумно-дуговой гарнисажной плавки сплавов на сонове титана, Тигель 3 изготовлен из плотных сортов электродного графита. Для предотвращения растворения углерода в титане на внутреннюю поверхность тигля намораживают слой металла 1 (гарнисажа), оптимальная толщина которого составляет 50…60 мм в донной части и 12–16 мм по стенкам. Снаружи тигель интенсивно охлаждают водой (5). Помимо графитовых тиглей используют и медные гарнисажные тигли.
Сущность гарнисажного способа плавки (на примере плавки Ti) заключается в том, что сначала на стенки гарнисажного плавильного тигля 3 наплавляется защитный слой жидкого металла 2 за счет нагрева и расплавления торцевой части расходуемого электрода 4 и стекания капель жидкого металла на дно тигля. После этого на дно гарнисажного тигля загружают до 30% крупнокусковых отходов собственного производства (прибыли, брак отливок), прошедших механическую и химическую очистку. Между расходуемым электродом и кусками шихты зажигают электрическую дугу. Расходуемый электрод и кусковые отходы плавятся и жидкий металл накапливается в гарнисажном тигле. В процессе плавки толщина гарнисажа 1 не должна меняться существенно.
Электронно-лучевые, плазменные и электрошлаковые плавильные печи используются для получения особо высококачественных слитков и отливок из сплавов на основе Cu, Ni, Ti и других активных металлов. Однако в традиционном машиностроении применяется очень редко.
При выборе способа плавки необходимо учитывать прежде всего химическую активность составляющих конкретного литейного сплава. Кратко рассмотрим особенности плавки только сплавов на основе магния и титана. При плавке магниевых сплавов их необходимо защищать от окисления и насыщения водородом. При окислении на поверхности расплава образуется пористая рыхлая пленка оксида магния (MgO), не предохраняющая его от дальнейшего окисления и загрязнения. Окисление замедляется в атмосфере сернистого газа (SO2 образует пленку MgSO4), или углекислоты (СО2). Магниевые сплавы при расплавлении интенсивно поглощают водород, что приводит к микропористости в отливках. С учетом этого плавку магниевых сплавов ведут под флюсом (MgCl2 · KCl – карналит и CaCl2) в среде защитных газов (смесь SO2 или CO2 с воздухом в присутствии до 0,1% SF6). Магний склонен также к возгоранию. В этой связи недопустим контакт металла, флюсов и тиглей с влагой.
После расплавления магниевые сплавы подвергают рафинированию и модифицированию.
Рафинирование производится с целью удаления из расплава неметаллических включений, водорода и железа: за счет отстаивания в печи при температуре 750˚ до 30 мин, обработки флюсами (MgCl2 · 5MgO), продувки инертными и активными газами (азот, аргон, хлор, углекислый газ) в течение 15–30 мин, фильтрования через сетчатые или зернистые фильтры.
Модифицирование – это введение в расплав модификаторов (циркония 0,3–1%, углеродосодержащих веществ, мрамора, мела, магнезита, гексахлор-этана) с целью измельчения зерна и повышения механических свойств расплава.
К особенностям плавки титановых сплавов можно отнести высокую температуру плавления (порядка 1665º С) и высокую химическую активность при нагревании свыше 500º С. Сплавы титана в жидком виде взаимодейтсвуют со всеми газами, а также со всеми огнеупорными материалами, используемыми для футеровки плавильных печей. При взаимодейтсвии с кислородом образуется плотный наружный слой оксида титана (TiO2) и рыхлая газонасыщенная прослойка. С увеличением содержания кислорода растут прочность и твердость сплава, но резко уменьшается его пластичность. Высокая химическая активность титана обуславливает необходимость плавки в вакууме или атмосфере инертных газов по специальной схеме – вакуумно дуговой гарнисажной плвки (рис. 3.6.) Вакуум – на уровне 0,13–1,33 Па, напряжение тока – 30–60 в, сила тока 14–35 кА, длина дуги – 50–60 мм. Потери титана в процессе плавки – 0,1–0,2%. В качестве расходуемого электрода применяют прессованную титановую губку с добавлением легирующих элементов.
Рис. 3.1. Оборудование для плавки чугуна и стали:
а) вагранка (1 – копильник, 2– шлаковая летка, 3– летка для металла, 4– переходная летка, 5– днище, 6 – колонны, 7 – опорное кольцо, 8 – лещадь, 9 – горн, 10 – фурма,
11 – воздушная коробка, 12 – огнеупорный кирпич, 13 – кожух, 14 – загрузочная площадка, 15 – чугунный «кирпич», 16 – загрузочное окно, 17 – загрузочный кран,
18 – искрогаситель, 19 – бадья, 20, 21 – рабочая калоша)
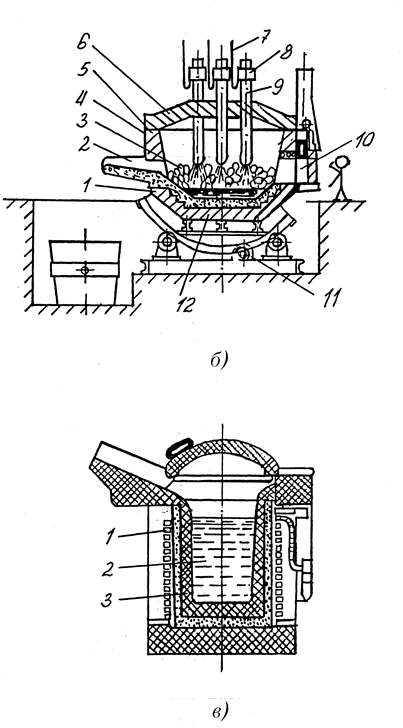 |
Рис. 3.1. Оборудование для плавки чугуна и стали (продолжение):
б) дуговая электропечь для плавки стали или чугуна (1 – огнеупорный кирпич,
2 – желоб, 3 – шихта металлическая, 4 – кожух, 5 – стенка, 6 – свод, 7 – кабель,
8 – электродержатель, 9 – электрод, 10 – рабочее окно, 11 – механизм наклона,
12 – подина); в) индукционная электропечь высокой частоты
(1 – водоохлаждаемый индуктор, 2 – металл жидкий,
3 – графитовый или набивной тигель)
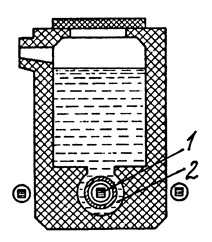 |
Рис. 3.2. Индукционная канальная печь: 1– сердечник, 2 – канал
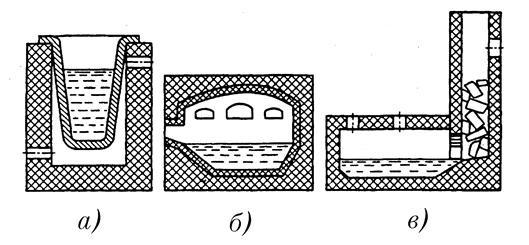 |
Рис. 3.3. Топливные плавильные печи:
а) тигельная, б) отражательная, в) шахтно-ванная
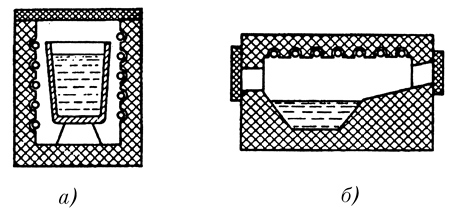 |
Рис. 3.4. Электрические печи сопротивления: а) тигельная, б) отражательная
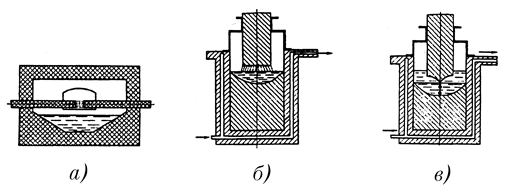 |
Рис. 3.5. Электродуговые и электрошлаковые печи: а) электродуговая косвенного действия, б) электродуговая для плавки в кристаллизаторе,
в) для электрошлаковой плавки
 |
Рис. 3.6. Схема вакуумно-дуговой гарнисажной плавки: 1 – гарнисаж, 2 – жидкий металл, 3 – тигель, 4 – расходуемый электрод, 5 – система охлаждения тигля
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 3357; Нарушение авторских прав?; Мы поможем в написании вашей работы!