КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На форму и размеры сварной конструкции
|
|
|
|
Влияние остаточных напряжений и деформаций
Для лучшего понимания возникновения сварочных напряжений и деформаций предварительно сделаем анализ на основе сведений, полученных в курсе сопротивления материалов.
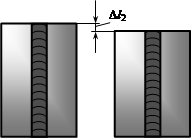
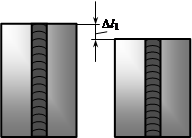
Рис. 5.34. Иллюстрация образования напряжений и деформаций в сварных соединениях: а – заготовка и сварной шов, условно представленные раздельно; б – укорочение D l 1 шва при свободном сокращении; в – совместное сокращение D l 2 заготовки с приваренным к ней швом; г – совместное сокращение шва и заготовки, имевших одинаковую исходную температуру |


Сначала условно представим показанные в плане заготовку 1 (рис. 5.34- а) и накладываемый на неё по всей длине продольный сварной шов 2 в виде двух раздельных объектов. Заготовка 1 в исходном состоянии не нагрета, т.е. имеет комнатную температуру. В отличие от неё сварной шов 2 в процессе получения был расплавлен, то есть в начальный момент своего образования имеет очень высокую температуру. Из сопротивления материалов известно, что приращение длины D l любого тела, обусловленное температурным воздействием, определяется формулой
 , (5.1)
, (5.1)
где a – коэффициент температурного расширения материала, D t ° – приращение температуры, l – начальная длина нагреваемого участка тела в направлении температурной деформации.
Поскольку температура шва в результате остывания начнёт уменьшаться, то приращение температуры D t ° и, соответственно, приращение длины D l будут отрицательными, т.е. шов начнёт укорачиваться. Поскольку мы условно считаем шов отдельным объектом, температурному сокращению которого ничто не препятствует, то при полном охлаждении до комнатной температуры он сократится на величину D l 1 (рис. 5.34- б), определяемую формулой (5.1), и при этом никаких напряжений внутри шва не возникнет, поскольку отсутствуют силы противодействия.
Совсем иная картина получится в реальных условиях, когда шов в момент окончания своего образования оказывается неразрывно соединённым с заготовкой (рис. 5.34- в). В этом случае ненагретая заготовка будет сильно препятствовать сокращения шва, в результате чего после полного остывания он сможет уменьшить длину не на величину свободного сокращения D l 1, а на значительно меньшую величину D l 2 (рис. 5.34- в). В итоге, после полного остывания шов останется растянутым силой, действующей на него со стороны заготовки, а заготовку будет сжатой силой, действующей на неё со стороны шва. Таким образом, в шве возникнут остаточные растягивающие напряжения, а в заготовке – наоборот, сжимающие. Очевидно, что эти внутренние силы и напряжения являются взаимно уравновешивающими, поскольку именно достижение равновесия между ними и определяет итоговую величину одинакового общего сокращения заготовки и шва D l 2. Величина D l 2 окажется тем меньше, чем больше сопротивления окажет сокращению шва заготовка, т.е. чем она будет жёстче (напомним, что, согласно сопротивлению материалов, жёсткость определяется формой и размерами поперечного сечения заготовки, а также модулем упругости её материала). Соответственно, чем жёстче будет заготовка, тем больше получится величина остаточных сварочных напряжений.
Заметим, что в реальности заготовка не только будет препятствовать полному сокращению длины шва, но, даже, нагреваясь отдаваемой им теплотой, будет стремиться его растянуть, что может вызвать пластическую деформацию как самого шва, так и непосредственно контактирующей с ним сильно разогретой зоны температурного влияния, а это, соответственно, приведёт после остывания к дополнительному увеличению остаточных напряжений.
 Теперь представим, что заготовка предварительно была подогрета до той температуры, которую будет иметь образующийся сварной шов (рис. 5.34- г). Поскольку, согласно формуле (5.1) при температурном сокращении имеет значение только длина объекта в направлении сокращения, а его жёсткость не играет роли, то в этом случае, естественно, сокращение и шва, и заготовки в результате остывания было бы одинаковым, они бы не оказывали друг другу никакого сопротивления, и никаких бы взаимных остаточных напряжений не возникло. Отсюда вытекает важный практический вывод, что предварительный подогрев заготовки способствует снижению остаточных сварочных напряжений и, соответственно, деформаций, притом тем в большей степени, чем ближе будет исходная температура заготовки к получаемой температуре сварочного шва.
Теперь представим, что заготовка предварительно была подогрета до той температуры, которую будет иметь образующийся сварной шов (рис. 5.34- г). Поскольку, согласно формуле (5.1) при температурном сокращении имеет значение только длина объекта в направлении сокращения, а его жёсткость не играет роли, то в этом случае, естественно, сокращение и шва, и заготовки в результате остывания было бы одинаковым, они бы не оказывали друг другу никакого сопротивления, и никаких бы взаимных остаточных напряжений не возникло. Отсюда вытекает важный практический вывод, что предварительный подогрев заготовки способствует снижению остаточных сварочных напряжений и, соответственно, деформаций, притом тем в большей степени, чем ближе будет исходная температура заготовки к получаемой температуре сварочного шва.
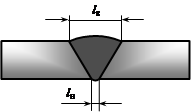
Сварочные напряжения приводят к возникновению рассматриваемых далее дефектов в виде трещин, а, кроме того, вызывают искажение размеров и формы полученного сварного изделия (рис. 5.35). Если шов имеет одинаковую ширину по всей высоте стыка (рис. 5.35- а), то соответственно будут одинаковы и температурные деформации по всей высоте стыка. В результате после охлаждения произойдёт лишь уменьшение размера изделия в горизонтальном направлении без изменения его формы. Но если шов имеет переменную ширину по высоте стыка (рис. 5.35- б), то протяжённость его верхней части l в в направлении температурного сокращения будет значительно больше, чем протяжённость нижней l н. В соответствии с формулой (5.1) в результате остывания это вызовет большое сокращение ширины верхней части шва D l в и, соответственно, верхней части всего сварного изделия, и незначительное сокращение ширины нижней части шва D l н. В результате изделие изогнётся в сторону значительно сократившейся верхней части. Аналогичная деформация произойдёт и при одностороннем наложении сварного шва (рис. 5.35- в), поскольку сверху он будет интенсивно сокращаться, а снизу ничто не будет это сокращение уравновешивать. В результате изделие получит характерное искривление.
Рис. 5.35. Образование сварочных деформаций: а – при шве равной ширины по всей высоте стыка; б – при шве переменной ширины по высоте стыка; в – при одностороннем шве |





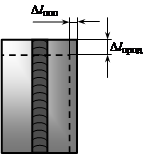
Следует указать, что сокращения размеров и искривления могут происходить не только в рассмотренной плоскости, но и в других направлениях, поскольку шов в процессе остывания сокращается во всех направлениях. Например, если посмотреть на деформацию изделия в плане при наложении на него сварного шва равной ширины по всей высоте стыка (рис. 5.36- а), то становится очевидно, что шов и, соответственно, изделие сократятся не только в продольном направлении, но и в поперечном, однако поскольку протяжённость шва в поперечном направлении намного меньше, чем в продольном, то в соответствии с формулой (5.1) усадка D l поп также будет намного меньше, чем D l прод. Для компенсации усадок такого рода обычно применяют увеличение размеров заготовок для сварки на величины соответствующих деформаций.
Различные варианты устранения сварочных деформаций типов рис. 5.18-б, в, показаны на рис. 5.36- б – д.
Для предупреждения возникновения высоких сварочных напряжений и деформаций изделий не следует допускать скопления сварных швов или их пересечений друг с другом. Также рекомендуется использовать способы сварки, обеспечивающие минимальный разогрев заготовок. Кроме того, весьма эффективным является предварительный подогрев свариваемых заготовок. Для снятия остаточных напряжений применяют высокий отпуск сварных заготовок, а также прокатку или проковку сварных швов по принципу протяжки. В этом случае шов, стремящийся сжаться, будет принудительно деформирован в направлении увеличения длины, что, соответственно, приведёт к уменьшению растягивающих его остаточных напряжений.
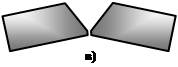
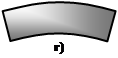
Рис. 5.36. Усадка и варианты устранения изгибных сварочных деформаций: а – продольная D l прод и поперечная D l поп усадки сварного изделия; б – предотвращение изгиба сварного изделия с помощью симметричного шва по высоте стыка; в – компенсация изгиба сварного изделия угловым расположением заготовок перед сваркой; г – компенсация изгиба сварного изделия предварительным обратным изгибом заготовки; д – выправление изогнутой сварной заготовки наложением противоположных холостых сварных швов или разогревом этих же зон до термопластического состояния; е – предотвращение изгиба таврового сварного изделия с помощью рёбер жёсткости |



При планировании последующей обработки резанием сварных конструкций с большими остаточными сварочными напряжениями следует учитывать, что снятие слоя металл приводит к нарушению взаимного равновесия внутренних сил, в результате чего после извлечения из закрепляющих приспособлений обработанное изделие может самопроизвольно деформироваться. Поэтому при механической обработке (точении, фрезеровании, сверлении и шлифовании) сварных заготовок часто невозможно добиться высокой точности их размеров и формы.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 303; Нарушение авторских прав?; Мы поможем в написании вашей работы!