КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шахтная печь (Печи фирмы Fuchs Systemtechnik. С 1996 г. входит в состав Voest Alpine. Сейчас называется VAI Fuchs)
|
|
|
|
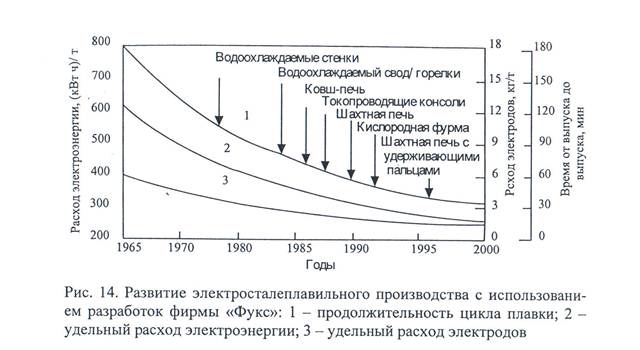
Разработки фирмы «Фукс» в области электроплавки основаны на концепции энергосбережения, экологичности и автоматизации.
В основе концепции энергосбережения, реализованной фирмой «Фукс», лежит идея использовать все факторы, влияющие на расход и стоимость электроэнергии, расходуемой на производство жидкой стали: использование тепла отходящих газов для подогрева шихты перед плавкой (газы уносят до 20% энергии, вводимой в печь); частичное замещение дорогой электроэнергии на более дешевую энергию сжигания топлива в кислородных горелках; ведение плавки на рациональных энерготехнологических режимах и максимальное использованиемощности печного трансформатора при работе плавиьной печи совместно с рафинировочной установкой ковш-печь, применение манипуляторов, газокислородных горелок, короткой сети с элементами, снижающими электрические потери; конструктивные решения по донному выпуску металла, обеспечивающие быстрый выпуск плавки, уменьшение длины кабельной гирлянды, увеличение водоохлаждаемой площади стен.
Весьма эффективен донный способ бесшлакового выпуска металла из ванны печи, что позволило, помимо продуктивного бесшлакового выпуска металла, уменьшить угол наклона печи до 12...15 град с соответствующим уменьшением длины гибких кабелей и удобством обслуживания выпускного отверстия. Система выпуска позволяет увеличить объем печи на 12%, получить больший объем жидкого металла при том же диаметре кожуха, осуществить управляемый выпуск. Короткая, направляемая пучком струя уменьшает захват азота и кислорода во время выпуска.
Новые возможности появились благодаря использованию горелок, расположенных в холодных зонах ванны и в рабочем окне. Горелки могут работать на любом органическом топливе. Сочетание работы пламенных горелок и электрических дуг позволяет оптимизировать выбор источника энергии, что существенно в случае имеющихся ограничений подвода электрической мощности.
Применение кислорода в электросталеплавильном производстве в последние годы находит широкое распространение. Причинами этого являются возможности и применять газообразный кислород, и получать дополнительную энергию из реакций сопутствующих элементов с кислородом в ломе и металлической шихте.
Особенностью данной технологии является использование отходящего печного газа для предварительного нагрева скрапа в шахте, расположенной непосредственно над печью. Таким образом, скрап нагревается до температуры 800° С перед периодом плавлении в печи.
Шихтовый материал, применяемый при выплавке: скрап, железо прямого восстановления; железо, полученное горячим брикетированием; жидкий чугун; карбид железа; чушковый чугун.
Основные преимущества печей Fuchs: предварительный подогрев скрапа; экономия электроэнергии до 120 кВт'ч/т; уменьшение эффекта мерцания на 40%; снижение расхода электродов на 30%; увеличение выхода годного металла на 2%; снижение выброса пыли на 25%; рост производительности на 40%, при использовании трансформатора той же мощности; отсутствие необходимости в сушке ломав зимний период; более высокое содержание цинка в пыли.
Шахтная дуговая печь конструкции фирмы Fuchs Systemtechnik создана на базе обычной дуговой печи, объем которой увеличен с помощью так называемой шахты, устанавливаемой над сводом печи.
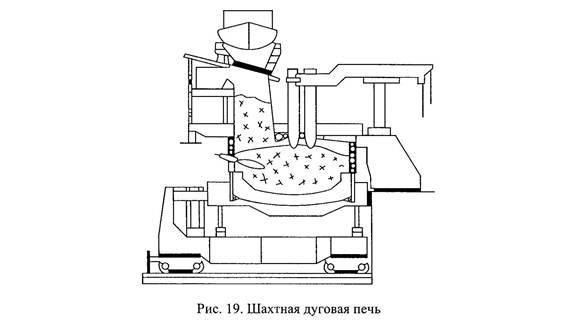
Шахта, через которую зaгpyжают в печь 60% шихты, может отводиться в сторону для загрузки остальной шихты в печь. Сечение шахты 2,4 х 6 м позволяет загружать стандартный «европейский» лом в кусках длиной до 1,5 м и массой до 400 кг.
По этой технологии скрап подогревается в шахте печи в потоке образующихся отходящих газов и с помощью газокислородных горелок, встроенных в нижней части шахты. При этом максимально используется не только теплота отходящих газов, но и теплота, образующаяся в результате протекания химических экзотермических реакций при дожигании.
Корпус печи оснащен системой донного выпуска, что позволяет уменьшить до минимума риск попадания шлака в ковш. При этом снижаются потери энергии и увеличивается надежность работы системы выпуска. Подина печи полностью футерована огнеупорным материалом: инертный газ, вдуваемый через продувочные огнеупоры, обеспечивает равномерное распределение тепла и поддерживает процесс.
После выпуска предыдущей плавки без шлака в ковше готовят синтетический шлак: CaO – CaF2 – SiO2 (70 – 20 - 10). Печь выкатывается и под электроды на остаток шлака и металла дается половина холодной металлозавалки. К этому времени как отходящими газами, так и двумя ТКГ в шахте подогревается вторая половина завалки до температуры – 700 – 900 °С. После проплавления колодцев стопорные пальцы выдвигаются и из шахты загружается вторая половина подогретого стального лома. Время плавки составляет порядка 45 – 60 минут. Причем 45 минут в том случае, если в завалку дают жидкий чугун (до 70 тонн).
Для того чтобы нагреть всю металлозавалку, а не половину отходящими газами имеются двухванные печи системы ФУКС. Печь с электродами плавит подогретую шихту. Печь без электродов подогревает стальной лом с помощью ТКГ и отходящих газов от первой печи. После выпуска своды меняют местами и подогретая шихта опускается в ванну №2, где также уже находится нагретый стальной лом.
Такие печи есть на Северстали, в Перми и в Ижевске.
Особенности технологии:
1). Необходим тщательный подбор стального лома. Если лом очень мелкий, то он будет привариваться к пальцам, если лом очень крупный – то он будет изгибать пальцы.
2). При столь высокой температуре нагрева стального лома на выходе из шахты отходящие газы содержат значительное количество диоксинов.
ПДК диоксинов – 10-9 %
Рис.2.9. Зависимость доли диоксинов от температуры отходящих газов.
Электроды.
Электроды предназначены для подвода электроэнергии в рабочее пространство дуговой печи. Различают следующие группы электродов: угольные, неграфитированные, графитированные, угольные самоспекающиеся. Это одна из важнейших статей расхода при электроплавке и один самых дорогостоящих компонентов.
В настоящее время используются в основном графитированные электроды. Это электроды, которые получают за счет обжига спеченных графитовых масс, которые впоследствии графитизируют при температуре 2600..2800 °С. В процессе графитизации электроды приобретают высокую электрическую проводимость, увеличивается их теплопроводность, а также повышается их термостойкость. Общий мировой годовой расход графитированных электродов составляет порядка 1 млн тонн.
Дуговые печи в России работают на импортных электродах (Япония, Германия, Швеция), так как качество отечественных электродов весьма невысокое. В последнее время используют продукцию из Новочеркасска, с Украины (Запорожье).
Для ЭДП используют электроды диаметром от 75 до 800 мм и длиной от 1,5 до 2,5 м. С двух концов электрода выполнены гнезда с цилиндрической или конической резьбой для ввинчивания ниппеля. Ниппель необходим для наращивания электрода по мере его расхода в процессе выплавки стали.
К электродам предъявляются следующие основные требования:
- высокая электропроводность
- низкая теплопроводность (это дает возможность иметь низкие значения электрических и тепловых потерь в электродах)
- повышенная температура начала окисления (характерны именно для графитированных электродов, за счет увеличенной плотности и упорядоченности кристаллической структуры)
- малое содержание золы и особенно серы
- достаточная механическая прочность и обрабатываемость
Расход составляет от 1,5 до 10 кг электродов на тонну стали на выплавку + 1,5 кг электродов на тонну стали в процессе ВПО (при использовании установки Печь-ковш).
Расход электродов в основном зависит от плотности тока и диаметра электрода при постоянном качестве. Также оказывают влияние режимы горения дуги. При короткой дуге износ заметно увеличивается, поэтому выгоднее работать на длинных дугах.
Рис. 2.13. Схема. Расход электродов и классификация по статьям.
Износ электродов происходит как с торца, так и с боковой поверхности.
27% износа приходятся на причины, связанные с работой электрической дуги.
92,5% - технологические расходы: окисление под действие температуры, вымывание ванной металла, термомеханическое разрушение из-за градиента температур.
Основная часть всего расхода за счет окисления приходится на период плавления и время перерыва между плавками. Окисление под воздействием температуры и газа можно свести на нет за счет покрытия боковой поверхности электродов алюминием или ферросилицием путем напыления.
Поломки электродов в основном происходят из-за недоброкачественного подбора шихты (крупные куски, обрушение которых приводит к поломке электродов, тот же эффект при загрузке крупных кусков на подину).
Эмиссия под воздействием поля отсутствует при использовании постоянного тока, кроме того, диаметр электрода при использовании печей, работающих на постоянном токе, может быть меньше, так как отсутствует “skin” эффект.
2.14. Схема, демонстрирующая данный эффект.
Чаще всего поломка электродов происходит в зоне ниппеля. – рисунок ниппеля (соединение электрода)
Наиболее радикальный способ экономии электродов – использование составных (комбинированных) электродов, состоящих из водоохлаждаемого металлического кожуха в виде цилиндра и электрода, привинчивающегося к нему с помощью ниппеля.
Рис. 2.15. Схема составного электрода.
| Вместимость печи, т | Экономия по сравнению с обычными, % |
| 50 – 70 | 20 – 25 |
| 90 – 150 | 10 – 15 |
2.16. Зависимость расхода электрода от насыпной плотности шихты
1 – уменьшаются поломки, быстро прорезаются колодцы.
2 – затягивается плавление из-за увеличения подвалок.
Шлакообразующие, окислители, науглероживатели.
При выплавке стали в основных дуговых печах для образования основного шлака используют известь, известняк, плавиковый шпат, шамотный бой и песок.
Известь
Известь – это наиболее важная часть шлаковой смеси. Получают известь обжигом известняка в шахтных печах при температуре 950 – 1600 °С.
Чем мельче фракция извести, тем больше удельная поверхность на единицу массы, а также растет адсорбция влаги. Известно, что 50% водорода попадает в металл с влагой извести, остальная влага – это ржавая шихта и ферросплавы.
Известь подразделяется в зависимости от степени обжига на:
1). Мягкообожженную – 1 микрон – 1 мм (размер фракции (зерна извести)). Время обжига – 1,0 – 1,5 часа при температуре 950 – 1100 °С.
2). Среднеобожженную – при температуре 1150 – 1200 °С. Размер зерна: 3 – 7 мкм.
3). Твердообоженную – Время обжига – 24 – 36 часов при температуре 1500 – 1600 °С. Размер зерна: 30 – 100 мм
С точки зрения усвоения и скорости растворения лучше всего использовать мягкообоженную известь (но срок хранения такой извести всего 3 – 4 часа). Если нет возможности иметь известь свежего обжига, необходимо пользоваться либо твердообоженной известью, либо известняком.
Храниться твердообожж. известь должна не более 24 часов, иначе известь взаимодействует с влагой воздуха, гаситься и превращается в пушонку.
CaO + H2O → Ca(OH)2
Такую известь использовать уже запрещено, так как она обогащает металл водородом.
Если на участке нет специальной печи для подогрева извести и ферросплавов, а также нет уверенности в сроках хранения, то целесообразнее использовать известняк (CaCO3).
CaCO3 → CaO + CO2
Хотя это приведет к повышению расхода электроэнергии на разложение известняка в ванне печи, зато исключит попадание влаги. Выделение же CO2 создаст дополнительный эффект кипения металла.
Таблица химического состава известняка и извести, %
| материал | CaO | MgO | SiO2 | S | ППП |
| Известь | 85 - 95 | Не более 4 | Не более 4 | Не более 0,1 | - |
| Известняк | 53 - 54 | 0,4 - 4 | 0,8 - 14 | Не более 1 | 40 - 43 |
ППП – потери при прокаливании
Расход извести колеблется от 15 до 40 кг/т стали.
Содержание серы колеблется от 0,1 до 1%.
Флюсы.
Флюсы призваны понизить вязкость шлака без снижения их основности. Таким образом для разжижения шлака используют такие материалы как плавиковый шпат - Флюорит (фторид кальция) – CaF2 › 90%. Достаточно дорогой и дефицитный материал.
Кроме того также используют Шамотный бой: 30 – 35% Al2O3 + 65 – 70 % SiO2, либо кварцевый песок и вторичные отходы динаса. Но эти разжижители применяются в основном в кислых печах.
Окислители.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 4137; Нарушение авторских прав?; Мы поможем в написании вашей работы!